Производство ДВП сухим способом
Производство ДВП сухим способом. Основные операции производства ДВП следующие: промывка щепы; пропарка щепы; размол щепы на волокна; смешивание волокна со связующим и другими добавками (проклейка); сушка волокна; формирование ковра; подпрессовка полотен; прессование; увлажнение; резка. Многие операции технологического процесса производства ДВП сухим способом сходны с операциями производства ДВП мокрым способом, поэтому рассмотрим только отличительные особенности операций сухого способа производства ДВП.
Пропарку щепы выполняют для частичного гидролиза древесины. При сухом способе водорастворимые продукты, входящие в состав древесины, остаются в волокне и участвуют в технологическом процессе. Пропаривают щепу в пропарочных аппаратах-цилиндрах при давлении пара до 1,2 МПа (190°С). Щепа от одного конца цилиндра перемещается постепенно к выходному концу при помощи винтового вала, вращающегося со скоростью 3-10 об/мин. Для поддержания в аппарате заданного давления вход и выход щепы производят через запирающиеся затворы. Время обработки стружки 6 мин.
Размол щепы производят всухую на дефибраторах, повторный размол - на рафинаторах. При сухом способе производства древесноволокнистых плит предусматривается введение в волокно термореактивных смол для увеличения сцепления между волокнами. Парафин вводят в расплавленном виде.
Сушка волокна происходит в пневматических или барабанных сушилках, подобных сушилкам для сушки стружек и производстве древесностружечных плит. Для формирования ковра применяют формирующие машины, принцип работы которых похож на принцип работы машин для формирования древесностружечного ковра. Транспортирование и формирование волокна осуществляется при помощи воздуха, осаждение волокна производится на сетчатой ленте конвейера, под которой создается вакуум для более плотной укладки волокон.
Подпрессовку ковра выполняют для повышения его транспортабельности и возможности загрузки ковра в промежутки пресса, так как насыпанный ковер для получения плиты толщиной 6 мм имеет толщину 200 мм. Подпрессовка выполняется па ленточных непрерывных прессах, где происходит уплотнение ковра в 3-5 раз между двумя лентами, сдавливаемыми вальцами при давлении 1800 Н/см 2 . После подпрессовки ковер обрезается вдоль и раскраивается поперек на полотна. При производстве толстых ДВП (> 6 мм) толщина полотна после подпрессовки на ленточных прессах остается больше допустимой (> 120 мм), что затрудняет его загрузку в промежутки многоэтажного пресса. Такие полотна дополнительно подпрессовывают в одноэтажном плитном форпрессе периодического действия при удельном давлении 2,5 МПа. Прессование производится в таких же прессах, что и для мокрого способа производства ДВП. Время прессования сокращается до 1 мин на 1 мм толщины готовой плиты. Температура плит 220-250°С, давление 6,5-7 МПа. ДВП произведенные сухим способом, содержат 89% волокна, 6% влаги, 2,5% смолы, 2,5% парафина. На основе сухого волокна можно прессовать не только плиты, но и различные детали и узлы в производстве тары, мебели, строительных материалов.
Особенности производства ДВП мокро-сухим и полусухим способами
Особенности производства ДВП мокро-сухим и полусухим способами. При мокро-сухом способе производства ДВП подготовку волокна, его транспортирование, отлив ковра выполняют, как и при мокром способе производства ДВП. Однако связующих компонентов в массу не добавляют, а хорошее сцепление волокон обеспечивают тщательным размолом щепы на волокна за счет предварительной термохимической ее обработки. Перед прессованием полотна сушат почти до абсолютно сухого состояния (2-3%) в многоэтажной сушилке. Прессуют плиты без сетки, обе стороны получаются гладкими. Температура плит пресса 240°С, давление 6 МПа. После прессования плиты увлажняют до 6-9%. При полусухом способе производства ДВП сырье - древесноволокнистая масса, в которую добавлено связующее, сушится до влажности 10 - 15%. Из сухого волокна формируется ковер, уплотняется, режется на полотна. Полотна перед прессованием увлажняются до 18-25% и прессуются в многоэтажном прессе на поддоне с сеткой. Затем следует термовлагообработка.
Себестоимость ДВП, изготовленных сухим способом, примерно на 10% меньше, чем ДВП, изготовленных мокрым способом. Однако при сухом способе производства ДВП требуется большое количество клеевых материалов (22-70 кг на 1т плит); в 10 раз больший расход воздуха (22,1 м3 вместо 2 м3). Положительным является факт меньшей (в 4,5 раза) потребности в воде и меньшие (почти в 2 раза) трудозатраты. Следует отметить, что сухой способ производства ДВП на участке сушки волокна особенно опасен в пожарном отношении.
древесноволокнистый плита сырьевой технологический
Рынок ДВП падает четвертый год подряд, он уже сократился вдвое в количественном выражении по сравнению с 2012 годом. Подобное положение, конечно, во многом можно списать на затянувшийся кризис, но внимательный взгляд на ситуацию может обнаружить признаки структурных сдвигов.
Древесноволокнистая плита (ДВП) - материал в форме прямоугольного листа, получаемый методом горячего прессования или сушки древесноволокнистой массы, сформированной в виде ковра. ДВП различают мокрого, сухого, полусухого и мокро-сухого способа производства. В настоящем обзоре речь пойдет о ДВП мокрого способа производства. Твердые древесноволокнистые плиты, лицевая сторона которых покрыта лаком или облицована, также называют оргалитом. Помимо отделки лакокрасочными материалами, оргалит облагораживается синтетическими пленками на основе ПВХ и меламиновыми пленками (но не натуральным шпоном). Соответственно, поверхность ДВП может быть матовой, глянцевой, пигментированной или имитирующей текстуру древесины - такой матриал называют древесноволокнистой плитой облагороженной (ДВПО).
Древесноволокнистые плиты, как и древесно-стружечные, - это широко распространенный и хорошо известный отделочный материал, который производится в России с советских времен, примерно с 40-х годов ХХ века.
Достоинства ДВП: легкость и технологичность применения (небольшой вес и простота обработки); длительный срок эксплуатации; доступная цена; высокие тепло- и звукоизоляционные свойства; довольно хорошая водостойкость в своем классе (по водостойкости ДВП уступают плитам MDF и HDF, но превосходят ДСП). Недостатки ДВП: узкая область применения; низкий показатель пожарной безопасности (плиты ДВП относятся к категории Г4, то есть это полностью сгораемый материал); повышенная токсичность некоторых видов в связи с содержанием в них формальдегида.
Динамика производства ДВП
В России сейчас выпускаются преимущественно сверхтвердые ДВП толщиной 2,5-3,2 мм. Большого разнообразия выпускаемой продукции нет. Качество у большинства плит ДВП, по сути, одинаковое, поэтому продавцы в прайсах часто даже не указывают название завода-изготовителя, только размерный ряд. Плиты низкой плотности (даже твердые) в ассортименте отечественных производителей встречаются крайне редко, разве что можно найти плиты марки ТН толщиной 5-6 мм. Полутвердые и мягкие ДВП средней и большой толщины в небольшом объеме производили отдельные целлюлозно-бумажные комбинаты, но к настоящему времени отказались от их выпуска. Получается, что из этого сегмента ДВП (которые изготавливаются мокрым способом) были полностью вытеснены плитами MDF (изготавливаются сухим способом), набирающими популярность. Мало того что ДВП конкурируют с фанерой, так в последние годы их довольно активно вытесняют с рынка плиты HDF (древесноволокнистые плиты высокой плотности, которые также производятся сухим способом).
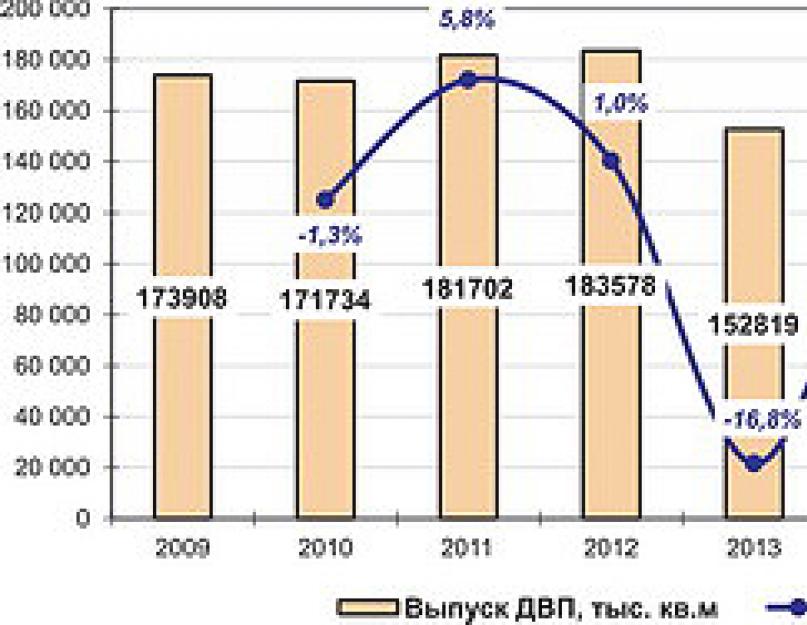
Посмотрим на динамику производства. После кризиса 2008-2009 годов, когда производители почти всех строительных материалов воспрянули духом и активно возобновили рост объемов производства, выпуск ДВП, напротив, почти не увеличивается. Если в 2009 году было выпущено 174 млн м 2 ДВП, то в 2012 году всего на 10 млн м 2 больше. А в 2013 году производство древесноволокнистых плит упало на 16,8%, в 2014 году - на 1%, в 2015 году - на 7%. Уже ясно, что не станет исключением и 2016 год: по итогам первого полугодия выпуск ДВП мокрого способа производства снизился по сравнению с аналогичным периодом прошлого года на 13%. И даже если во втором полугодии предприятия немного повысят выпуск, все равно будет зафиксировано снижение объемов выпуска минимум на 8-9%. Также маловероятно, что в 2017 году ситуация улучшится.
До недавнего времени в производстве ДВП в России лидировал Сибирский федеральный округ, но после 2012 года его доля стала стремительно сокращаться. Причина сокращения очевидна: прекращение производства одним из ведущих заводов в Иркутской области. В лидеры вышел Приволжский округ, который до сих пор сохраняет свою позицию, - на его долю приходится около 40% общего объема выпуска ДВП в России. Стремительными темпами наращивает производство ДВП и Северо-Западный ФО, на его долю теперь приходится почти 30%. Доли Уральского и Центрального округов - по 6-8%. В Южном и Дальневосточном округах производителей ДВП пока нет.
Производители ДВП в России
Таблица 2. Объемы выпуска ДВП мокрого способа производства в
России по федеральным округам в 2009-2015 годы и прогноз на
2016 год, тыс. м 2
Ведущим российским производителем мокрых древесноволокнистых плит сейчас является Сухонский ЦБК, на его долю приходится 19% общего выпуска ДВП в 2015 году. На втором месте комбинат «Демьяновские мануфактуры» с 16%, на третьем - Лесосибирский ЛДК № 1 (10%), на четвертом - Уфимский ЛПК, у него 9,6%. По 8-9% приходится на такие заводы, как ООО «Плитпром» (ТД «Пермский ДСК»), ЗАО «Туринский ЦБЗ», ООО «Княжпогостский завод ДВП» (компания «ДревПлитГрупп»), ЗАО «Новоенисейский лесохимический комплекс». У остальных предприятий доли значительно меньше.

Рис. 1. Общая динамика выпуска ДВП мокрого производства в России в
2009-2015 годы и прогноз на 2016 год, тыс. м 2

Рис. 2. Динамика выпуска ДВП мокрого производства по федеральным
округам в 2009-2015 годы и прогноз на 2016 год, тыс. м 2
Таблица 3. Действующие производители ДВП в России и их
краткая характеристика


Рис. 3. Структура распределения выпуска ДВП по отдельным заводам в
2015 году, %

Рис. 4. Сравнительная динамика импорта и экспорта ДВП в 2009-2015 годы
и прогноз на 2016 год, тыс. м 2
Мощности большинства предприятий довольно старые, оборудование используется еще с советских времен. Станки лишь изредка подвергаются локальной модернизации. Поэтому потенциала для преодоления спада и возобновления роста производства ДВП в России пока не заметно. Если вспомнить события, произошедшие в отрасли за последние семь-восемь лет, то можно отметить, что положительных новостей почти не было: только два предприятия вкладывают инвестиции в развитие производства. На Сухонском ЦБК (Вологодская область) в 2012 году пущен третий цех по выпуску ДВП, в связи с чем производственные мощности комбината выросли с 19 до 28 млн м 2 . На Княжпогостском заводе ДВП (г. Емва, Республика Коми) в 2013 году был введен в эксплуатацию второй цех проектной мощностью 980 тыс. м 2 в месяц.
С 2012 года у многих российских заводов начались серьезные трудности. В сложившихся условиях большинство предприятий вынуждены постепенно сокращать объемы выпуска, а некоторым пришлось и вовсе отказаться от производства ДВП. Как правило, среди «отказников» числятся целлюлозно-бумажные комбинаты, на которых выпуск ДВП был непрофильной продукцией: это ПАО «Сокольский ЦБК» («Инвестлеспром»), АО «Архангельский ЦБК» и настоящий гигант отрасли - «Илим Братск ДОК» («Илим Тимбер»), мощности которого позволяли выпускать до 40 млн м 2 ДВП в год.
Но и развивающиеся предприятия регулярно сталкиваются с проблемами. Так, в предбанкротном состоянии находится упомянутое выше ООО «Княжпогостский завод ДВП». Завод продолжает выпускать продукцию, на предприятии работают около 1000 человек, но уже три года длится процедура банкротства. Для развития производства на «Княжпогостском заводе ДВП» необходимо, по сути, 100-процентное обновление производственных мощностей. ООО «Плитный мир» (арендатор завода) готово вложить деньги при условии выкупа предприятия в собственность, но со стороны действующего собственника (группа «ДревПлитГрупп») вопрос о продаже завода не решается. До конца 2016 года «Плитный мир» планирует сменить арендные отношения с заводом на отношения собственника, для чего планирует выкупить предприятие, чтобы иметь возможность полноценно вкладывать инвестиции, но не в производство ДВП, о чем открыто заявляет будущий собственник, а в пуск ряда других проектов в сфере деревообработки.
Еще совсем недавно «Княжпогостский завод ДВП» входил в Woodway Group (инвестиционно-промышленная группа «Вудвэй»), в состав которой также входил ЛПК «Полеко» (Кировская область). Сейчас этот завод называется ООО «Демьяновские мануфактуры» (прежние названия: ООО «Полеко», ЛПК «Полеко» и ОАО «Подосиновский лесопромышленный комбинат»). Бесконечная смена названий, юридических форм и собственников выдает проблемы, в пучину которых перманентно попадает это, без преувеличения, крупное предприятие. Комбинат располагается в пос. Демьяново Подосиновского района Кировской области и является градообразующим, на предприятии работают более 900 человек.
ООО «Демьяновские мануфактуры» - единственное предприятие в России, у продукции которого есть европейский сертификат NFB (Natural Fibre Board), гарантирующий экологичность производимой продукции. Благодаря экологичности демьяновская плита (по привычке все еще нередко именующаяся плита «Полеко») может широко использоваться в производстве мебели, в том числе детской, а также для внутренней отделки помещений. Предприятие было признано банкротом в 2010 году, одной из причин стала высокая зависимость от заемных средств, затем процедура банкротства возобновилось в 2013 году, в результате чего в 2014 году у завода появился новый директор, а также рекордным образом выросло производство. Но в августе 2016 года появилась информация, что предприятие вынуждено распродавать часть имущества, возможно для того, чтобы погасить накопившиеся долги по зарплате: на единой электронной торговой площадке выставлены несколько лотов, касающихся продажи имущества ООО «Демьяновские мануфактуры».
Кроме того, стало известно, что в феврале 2016 года закрылся цех по выпуску ДВП на Нелидовском ДОКе (Тверская область), который в последнее время выпускал не более 1 млн м 2 в год, хотя возможности предприятия позволяли производить гораздо больше. Также сильно сократил выпуск продукции ТПК «Селецкий ДОК» (Брянская область). Не лучшим образом чувствуют себя и многие другие деревообрабатывающие предприятия. Важный факт: за последние десять лет в России ни одного нового завода по выпуску ДВП мокрым способом открыто не было, и это говорит о многом, так как в строительной отрасли, пожалуй, нет ни одного сегмента, настолько забытого инвесторами, особенно если речь идет о деревообработке. В других сегментах рынка древесных плит (фанера, ОСП, ДСП, плиты MDF и HDF) заводы открываются почти ежегодно.
Экспортный потенциал ДВП

Рис. 5. Соотношение внутренних и внешних продаж
российских ДВП в 2009-2015 годы и прогноз на 2016 год, %
Общая ситуация на российском рынке ДВП неутешительная. Столкнувшись с резким падением спроса на внутреннем рынке, производители древесноволокнистых плит обратили внимание на экспорт, объемы которого после 2010 года заметно растут, что особенно заметно при сравнении с импортом ДВП. На российский рынок завозятся ДВП, применяемые в качестве мебельных фасадов, потолочных панелей (готовые и полуготовые изделия), мягкие плиты для устройства звуко- и теплоизоляции (вспомним, что подобные плиты российскими заводами не производятся), а также ДВП, используемые в качестве подложки при укладке напольных покрытий, для изготовления задних стенок картин и других изделий.
В настоящее время доля ДВП, произведенных внутри страны и идущих на экспорт, превышает 30%. Скорее всего, эта доля выше, так как таможенные базы не показывают поставки, осуществляемые в Казахстан и Белоруссию. Но даже без этих данных понятно, что доля экспорта у некоторых заводов приближается к 50%, то есть получается, что уже почти половину продукции заводы выпускают с расчетом на внешние продажи. Причем в числе получателей экспортной продукции не только ближайшие соседи по СНГ, но и западноевропейские страны: российские ДВП пользуются большим успехом на рынках Польши, Германии, Швеции, Финляндии, Эстонии, Венгрии, Литвы, Австрии, Дании, Нидерландов и других стран.
Конкурентная ситуация

Рис. 6. Динамика соотношения рыночных объемов ДВП и плит HDF в 2009-
2015 годы и прогноз на 2016 год, %
Но ДВП рано называть устаревшим материалом. Зарекомендовавшие себя за многие годы эксплуатационные свойства древесноволокнистых плит в сочетании с доступной ценой - залог сохранения спроса. С точки зрения химической опасности плиты ДВП более благополучны, чем, например, ДСП многих отечественных производителей. Правда, у предприятий, производящих ДВП мокрым способом, есть проблемы с загрязнением сточных вод, в связи с чем по-прежнему актуальным остается вопрос о применении в производстве плит (не только ДВП), в составе которых используются связующие, не содержащие фенол, формальдегид или какие-либо другие вредные вещества. Работа по изменению рецептуры массы для производства плит идет на многих передовых заводах, хотя полностью отказаться от синтетических связующих пока не удается.
Однако нельзя отрицать очевидное: ДВП медленно, но верно вытесняются из тех сфер, в которых они обычно применялись, другими древесными материалами. ДВП трудно конкурировать, например, с плитами MDF и HDF. Сейчас стоимость плит HDF толщиной 3 мм у некоторых поставщиков вполне сопоставима со стоимостью листа ДВП толщиной 3,2 мм, что особенно актуально в 2015-2016 годы, когда новые российские производители плит HDF (почти все с иностранным капиталом) агрессивно конкурируют и снижают цены в надежде завоевать рынок экспансивными методами. Таким образом, дешевизна перестает быть ключевым конкурентным преимуществом ДВП.
Некоторые специалисты полагают, что постепенно этот вид плит уйдет в прошлое. Но, скорее всего, это справедливо для тех областей, где используются декорированные плиты, ведь ДВП плохо подходит для покрытия шпоном, кроме того, ДВП - более рыхлый материал по сравнению с плитами MDF и HDF, и не такой гладкий. При шпонировании на ДВП могут образовываться непроклеенные участки и вздутия, а у плит HDF более однородная и плотная структура, они отличаются высокой стабильностью размеров, поэтому их охотно шпонируют (как правило, с двух сторон). Двусторонние шпонированные плиты HDF чаще всего используют для изготовления мебельных фасадов и задних стенок мебели. Плиты HDF являются усовершенствованным видом ДВП и скоро вполне могут полностью вытеснить ДВП из мебельного производства.
Вера НИКОЛЬСКАЯ,
директор по исследованиям агентства ABARUS Market Research
На рынке материалов для строительства и изготовления мебели один их самых востребованных материалов – древесноволокнистые плиты (ДВП). Компания Редков располагает собственным производством и через фирменный интернет-магазин предлагает купить панели ДВП по цене прямого производителя, без наценок, что позволяет существенно сэкономить.
Технология изготовления ДВП
Панели ДВП (оргалит) изготовляются прессованием древесных волокон при высоких температурах. Также в состав входит наполнитель, клей и модификаторы. Экологичность и безвредность – важное качество этого материала.
Изготовление ДВП выполняется двумя методами:
- Мокрого прессования – для листов с односторонней гладкой поверхностью.
- При сухом прессовании у плиты две гладкие стороны.
Виды древесноволокнистых плит и сфера их применения
В соответствии с ГОСТ 4598-86, плиты бывают:
- Мягкие: плотность до 350 мг/м2, толщина до 25 мм. Применение – черновые работы, для звукоизоляции, обшивки по утеплителю.
- Полутвердые: плотность до 850 мг/м2, толщина до 12 мм. Применяется в отделке, в изготовлении тары, как тепло- и звукоизолятор.
- Твердый оргалит: плотность до 1000 мг/м2, толщина 3–6 мм.
Твердые плиты ДВП бывает таких видов:
- – с необработанной поверхностью с двух сторон, предназначены для черновой обшивки стен и потолков.
- Т-С плиты состоят из двух слоев: нижний – необработанный, лицевой выполнен из древесной массы. Сфера применения – отделка помещений.
- Марка Т-СП имеет нижний слой необработанный, а лицевая часть – из древесной массы с окрашиванием. Используется для изготовления внутренних частей мебели и панелей.
- СТ – это сверхтвердые плиты с необработанным наружным слоем. Предназначены для подкладки пола.
- У СТ-С одна сторона – окрашенная тонкодисперсная древесная масса. Применение – для мебели, стеновых панелей, перегородок, дверей, напольных покрытий.
- У ЛДВП с одной стороны наклеена ПВХ-пленка. Достоинство ламинированных листов – повышенная влагостойкость. Из них изготовляют мебель и панели для кухни.
- У несколько слоев защитной и декоративной отделки. Применение: в мебельном производстве и отделке.
Где выгодно купить ДВП
Компания Редков, как прямой производитель, предлагает купить ДВП оптом и в розницу, а также воспользоваться услугой профессионального
Древесноволокнистая плита является одним из самых универсальных материалов, которому есть в строительстве и производстве мебели. Именно с производства ДВП началась эра материалов, изготовленных из отходов древесины. За 160 лет эта плита практически не изменила своего качества да и способ её изготовления остался прежним.
В идеале изготовление ДВП должно быть одним из этапов обработки древесины. В этом случае мелкие остатки: щепа и опилки пойдут для производства древесноволокнистой плиты, а стружка для ДСП. Во всех других случаях будет необходимо приобретать древесину и перерабатывать её.
Щепа – основной состав древесноволокнистой плиты. Процесс производства ДВП начинается с первичной обработки щепы, только после него будет проходить её раскладка и прессование.
Выглядит это так:
- При промывке из щепы необходимо удалить все примеси: песок, крупный мусор, глину, щебень.
- После недолгой просушки щепа проходит процесс сепарации магнитом. Это необходимо для удаления металла.
- Затем сырье отправляют в машины для размола волокон. Они бывают двух степеней, вторая из них дает более мелкий помол.
- После этого размолотая щепа поступает в дефибриллятор. Здесь происходит процесс добавки смол и парафина.
Различные синтетические компоненты призваны улучшить качество будущей ДВП, но их количество и состав зависят от того, каким способом будет проходить непосредственное прессование подготовленной щепы.
Мокрый способ изготовления
Для этого метода необходимо соблюдение пропорции массы концентрата. В специальном бункере, где есть возможность выделить отдельно запас массы, определенная её часть проклеивается водоотталкивающими веществами. После чего она поступает на отлив «ковра».
- регуляторы дозируют поступление концентрата. Необходимо, чтобы его плотность была одинаковой, а количество массы, которая поступает на «ковер» всегда должны быть равномерным. Самый удобный способ проводить это машинами, процесс которых непрерывен;
- потом «ковер» поступает к прессу. Многоуровневая машина работает периодически. Это позволяет сделать ровную плиту, где спрессованы все элементы.
Мокрый способ прессования подразумевает обогрев плиты, которая непосредственно будет укладываться на подготовленную щепу, горячей водой. Давление на «ковер» должно быть на уровне 3 — 5 МПа (зависит от толщины будущего листа). Температура во время процесса от 210 до 230 °С. Длится один цикл прессования не более 11 минут.
Такой способ производства считается затратным, так как здесь весьма дорого эксплуатировать и обслуживать пресс, работающий вместе с горячей водой. Тем не менее готовая плита имеет повышенные свойства плотности и прочности. Но необходимость удешевить себестоимость привела к тому, что появился сухой метод производства ДВП.
Сухой способ изготовления
Отличие этого метода от мокрого начинается уже со стадии подготовки волокон. Их не промывают, а, напротив, высушивают. Далее, укладывают на сетку, из которой выбирают весь воздух.
После такого уплотнения концентрата происходит следующее:
- Добавка смол и других компонентов.
- «Ковёр» поступает под пресс. Здесь его немного сжимают.
- Цельный лист раскраивается по размерам.
- Заготовки вновь укладываются под пресс.
Количество циклов прессования в три раза меньше, чем при влажном способе. Из достоинств такого метода можно выделить то, что процесс изготовления дешевле и проще. Тем не менее, качество готового изделия несколько ниже.
Как проходит сам процесс, можно посмотреть на видео ниже:
В России сухой метод изготовления применяется мало. Зато у нас достаточно много крупных производителей качественного ДВП мокрым способом.
ООО «Княжпогосткий завод ДВП»
Этот производитель является крупнейшим на территории России. В отличие от конкурентов, завод специализируется на производстве ДВП, в составе которого нет фенолформальдегида и его производных. Это позволяет презентовать материал, как абсолютно экологически безопасный для человека.
Продукция выпускается в больших объемах, а её качество регламентируется ГОСТами, в том числе ГОСТ Р ИСО 9002-96. Завод презентует себя, как единственный в России, где используется исключительно мокрый способ изготовления древесноволокнистых плит. Максимальный объем годового выпуска всего одного цеха №2 составляет 11 миллионов м2 ДВП.
Завод способен продавать продукцию в любой точке Российской Федерации. Имеет он и достаточно большие объемы продаж за пределами страны. Так, экспорт продукции составляет не менее 10% от общей доли экспортируемых товаров древесноволокнистых плит из России.
Естественно, что «Княжпогосткий завод ДВП» не единственный в России.
ДВП от Бобруйского завода
Бобруйский завод является филиалом ООО «БизнесСтройМир». Предприятие существует 47 лет, а в последние три года здесь освоили производство продукции твердых и сверхтвердых марок. Размер стандартного листа плиты ДВП от Бобруйского завода 1700/2746/3,2 миллиметра.
Её используют при производстве мебели, а также в строительстве, вагоно и автомобилестроении. При этом из ДВП создаются контейнеры для упаковки продукции некоторых предприятий. Руководство предприятия утверждает, что их древесноволокнистая плита не содержит вредных примесей.
При этом на заводе существует линия, дающая возможность окрашивать в белый цвет либо придавать листам цвет, имитирующий разные сорта дерева. Объемы производства позволяют не только наполнять отечественный рынок своей продукцией, но и поставлять её за пределы страны. Экспорт древесноволокнистой плиты от Бобруйского завода ДВП происходит в 21 страну мира.
Оба завода так активно имеют возможность реализовывать свою продукцию и наращивать обороты производства во многом из-за четкого следования ГОСТам и наличию документов, подтверждающим их качество.
На видео — процесс производства ДВП на Бобруйском заводе:
Сертификаты соответствия
Эти документы могут быть оформлены в соответствии с требованиями ГОСТ, ТУ и санитарно-гигиенических норм.
- существует ГОСТ Р 52078-2003 и ГОСТ 10632 2007. Он регламентирует технические условия создания древесных плит, которые облицованы термореактивными полимерами;
- завод-изготовитель обязан иметь сертификаты пожарной безопасности, которые должен периодически обновляться;
- все марки, что имеют соответствие определенным нормам, в том числе, например, европейским стандартам изготовления, должны быть перечислены в сертификате качества;
- производитель должен демонстрировать и свидетельство товарного знака своей продукции;
- существует декларация соответствия, она содержит информацию о ГОСТах, которым отвечает готовое изделие;
- санитарно-гигиеническое заключение должно содержать осмотр продукции, данные лабораторных исследований и заключение о безопасности и экологичности материала.
Наличие хотя бы этих сертификатов соответствия позволяет говорить о том, что данная древесноволокнистая плита качественная и безопасная в использовании. Хотя некоторые ГОСТы позволяют применять формальдегиды, о чем, естественно, говорится в определенном сертификате.
Безопасность и вред для здоровья
Наличие сертификатов соответствия позволяет потребителю ознакомиться с составом продукции, которую он желает приобрести. Вместе с тем стоит знать, что ДВП, изготовленное мокрым способом не должна содержать в своем составе вредных присадок и примесей. Это значит, что сверхтвердые плиты безопасны для человека и могут применяться, например, в пчеловодстве.
Однако эти же плиты, изготовленные сухим способом содержат формальдегид и их использование может быть вредным, как для людей, так и для животных. Именно поэтому стоит не только ориентироваться на плотность и марку продукции, но и интересоваться методом её изготовления, а также техническими данными.
Технические характеристики
Древесноволокнистая плита – один из самых тонких материалов, посредством которого можно создать полноценные внутренние перегородки, арки, выровнять полы и потолки. ГОСТ предусматривает 4 толщины ДВП. Этот параметр всегда маркируется вместе с плотностью плит.
- ДВП средней и малой плотности может быть только 8, 12, 16 или 25;
- ДВП полутвердых сортов бывает 6, 8 и 12 миллиметров;
- ДВП твердой и сверхтвердой плотности может быть 2,5, 3,2, 4,5 и 6 миллиметров.
Такие параметры, как длина и ширина также бывают разными. Для частного строительства производитель рекомендует приобретать ДВП с длиной 1 220-3 660 мм и шириной 1 220-2 140.
ГОСТ 4598 указывает, что листы, сделанные сухим способом, имеют малую плотность. Это значит, что в маркировке есть буква М, а плотность листа колеблется от 200 до 400 кг/м3.
А вот ДВП, сделанные горячим прессованием, твердые или сверхтвердые. В маркировке есть буквы Т или СТ. Сами же листы относительно тонкие и ГОСТ 4598 86 нормирует их плотность на уровне 800 – 1 000 кг/м3.
Примеры плотности ДВП разных сортов можно увидеть в таблице:
Теплопроводность ДВП имеет интервал от 0,046 до 0,093 Вт/мК. Листы, сделанные сухим способом, имеют более низкий показатель.
Вес материала зависит от способа изготовления, размеров, толщины и плотности.
Для ДВП с толщиной 3,2 миллиметра вес может быть следующим:
- 8 кг 350 гр у листов с размером 2140/1220;
- 13,6 кг для листа 2500/1700;
- более 17 килограмм будет весить лист ДВП 3050/1830.
Цвет древесноволокнистой плиты зависит от состава сырья и варьируется от светло-серого до темно-коричневого. Размеры ламинированной ДВП такие же как и у обычного листа. Отличаются они только своими свойствами.
Еще несколько основных характеристик ДВП, которые выпускают отечественные производители:
Древесноволокнистая плита может быть как недорогим, качественным и безопасным строительным материалом, так и достаточно непрочным и вредным для человека. При этом цена последней не будет значительно отличаться от стоимости продукции, которую можно использоваться даже в детских комнатах. Поэтому, чтобы знать, что приобретать, стоит ознакомиться с техническими данными продукции.
Изготавливается ДВП сухим непрерывным способом на линии фирмы «Bison»
1) Характеристика изготовляемой продукции, сырья и основных материалов
Плиты древесноволокнистые сухого непрерывного способа производства изготовляют из древесины лиственных и хвойных пород с добавлением связующих.
Размеры и основные физико - механические показатели плит должны соответствовать требованиям ТУ BY 600012401.003-2005 «Плиты древесноволокнистые».
Испытания плит производят по ТУ BY 600012401.003-2005.
Сырье и материалы должны соответствовать требованиям соответствующих стандартов (табл. 1.1).
Таблица1.13 – ГОСТы или ТУ на сырье и материалы
|
Наименование сырья и материалов |
ГОСТ или ТУ |
|
Щепа технологическая |
ГОСТ 15815-83 |
|
Щепа технологическая из тонкомерных деревьев или сучьев | |
|
Смолы карбамидоформальдегидные марок: |
|
|
ТУ 135747575-14-14-89 |
|
|
или КФ-МТ-15 |
ТУ 6-06-12-88 |
|
Аммоний хлористый технический |
ГОСТ 2240-73 |
|
Сульфат аммония |
ГОСТ 9097-82 |
|
Дрова для гидролизного производства и изготовления ДВП |
ОСТ 13-200-85 |
|
Сырье древесное технологическое |
ТУ РБ 100195503.014- 2003 |
Для производства ДВП сухим непрерывным способом рекомендуется следующий породный состав древесного сырья:
50% - осина, тополь, ольха
20-30% - хвойная древесина
20-30% - береза
Соотношение между видами древесного сырья рекомендуется следующее: щепа технологическая – не менее 70%;
щепа технологическая из тонкомерных деревьев или сучьев – не более 30%;
допускается использование опилок от лесопиления, деревообработки – не более 10.
2)Технологический процесс
Технологический процесс производства ДВП сухим непрерывным способом включает следующие операции:
Приемка и хранение сырья и материалов
Приготовление технологической щепы
Размол технологической щепы на волокно
Приготовление введение связующего и отвердителя.
Сушка древесноволокнистой массы
Формирование древесноволокнистого ковра
Прессование древесноволокнистых плит
Раскрой плит на форматы, укладка и упаковка плит
2.1) Приемка сырья и материалов.
Сырьем для производства древесноволокнистых плит является покупная технологическая щепа, щепа технологическая из тонкомерных деревьев и сучьев из леспромхоза, щепа из кусковых отходов деревообработки и лесопиления, дровяная древесина, технологическая щепа, изготовленная из дровяной древесины.
Сырье поступает автомобильным транспортом и разгружается на склад открытого хранения.
От каждой партии поступающей щепы отбирают пробы по ГОСТ 15815-83 на анализ для определения содержания хвойных и лиственных пород, коры, гнили, минеральных примесей и фракционного состава.
Учет количества щепы и методы его измерения должны соответствовать ОСТ 13-74- 79 или ГОСТ 15815-83.
Перевод массы измельченного сырья в объем при известной влажности производят по формуле:
где V - объем щепы, м.куб.; m - масса щепы, т; - плотность щепы при фактической влажности, кг/м.куб.
Смолу карбамидоформальдегидную доставляют в ж/д цистернах в отделение приема и разгрузки ж/д цистерн. Учет смолы ведут по уровню заполнения емкостей с отсчетом по калиброванным шкалам с переводом объема в массу путем умножения измеренного объема на плотность смолы. От каждой партии поступающей смолы отбирают пробу для анализа по ТУ 135747575-14-14-89 или ТУ 6-06-12-88.
Сульфат аммония (аммоний хлористый) доставляют в цех транспортом в мешках Учет твердых, упакованных химикатов производят по массе каждого мешка, указанной на этикетке или путем взвешивания.
Дровяная древесина, поступающая на площадку автомобильным транспортом выгружается башенным краном КБ572 и штабелируется по породному составу. Диаметр сырья устанавливается до 800мм, длиной от 1 до 6м с градацией через 1м. В сырье не допускаются дефекты:
Наружная трухлявая гниль;
Обугленность;
Ядровая гниль;
Остальные пороки и дефекты допускаются. Сырье хвойных и лиственных пород поступает с корой и в окоренном виде. Обмер и учет дровяной древесины длиной до Зм производится по ГОСТ 3243-88, длиной более Зм - по ГОСТ 2292-74. Сырье при длине менее 2м - в пакетах.
2.2) Приготовление и сортировка технологической щепы
Дровяная древесина, поступающая на площадку автомобильным транспортом, выгружается башенным краном КБ572 и штабелируется по породному составу. Высота штабеля должна быть не более 1 А его длины, но не должна превышать полуторную длину бревен, уложенных в данный штабель. Высота штабеля бревен при штабелевке вручную должна быть не более 1,8м.
Из штабеля башенным краном КБ572 дровяная древесина подается на эстакаду. С эстакады сырье поштучно накатывается на бревнотаску. Цепным транспортером бревнотаски сырье подается в дисковую рубите ль ную машину МРР8-50ГН, где перерабатывается в технологическую щепу.
Техническая характеристика дисковой рубительной машины МРР8-50ГН:
Объемная производительность, м.куб./час 50
2. Объемная производительность при рубке немороженной древесины диаметром 50-90
600-800мм, м.куб./час
3. Размеры перерабатываемой древесины, мм:
Диаметр 200-800
Длина не менее 1000
Допускается переработка древесины диаметром 60-200мм с группировкой ее в пачки. Размер пачки не должен превышать размеров загрузочного окна патрона
4. Геометрические размеры щепы по ГОСТ 15815-83
5. Диаметр патрона, мм 850 2,7
6. Ножевой диск:
Диаметр, мм 2900
Количество резцов, шт 25
Угол наклона диска к горизонту, град. 37
Частота вращения, об/мин 152
7. Привод диска – электродвигатель:
Тип AO3-400M-10V2
Мощность, кВт 160
Частота вращения, об/мин 590
8. Привод подачи
Мощность, кВт 2,2
Частота вращения, об/мин 750
Количество, шт 2

Рисунок 6 – Технологическая схема хранения и сортировки щепы

Рисунок 7 – Схема очистки щепы на гидромойке
9. Габаритные размеры, мм:
Длина, мм 6805
Ширина, мм 5090
Высота, мм 3265
Площадка хранения щепы (рис 6) состоит из двух участков: площадки хранения лиственной щепы и площадки хранения хвойной щепы. Щепа технологическая, поступающая автомобильным транспортом подается на бетонированную площадку хранения хвойной (12), лиственной (14) щепы. Формирование куч на складе щепы осуществляется при помощи бульдозера. Бульдозер с бетонированной площадки подает щепу на станцию дозирования хвойной щепы (4) и на станцию дозирования лиственной щепы (13). Из станции дозирования хвойной щепы (4) технологическая щепа скребковыми транспортерами (7) подается на сортировку СЩ-120 (11). Из станции дозирования лиственной щепы (13) скребковыми транспортерами щепа подается на сортировку типа «REWiBRALL» (10) производительностью 700 кг/час абс.сухой щепы. Сортировки имеют два сита и поддон и разделяет щепу на три фракции. Верхнее сито имеет отверстия размерами 50x50 мм и 40x40 мм, нижнее 8x8мм. Крупная фракция с верхнего сита и мелкая фракция с нижнего сита ленточным транспортером подают в бункер отсева от щепы.
Оптимальные размеры щепы 15-35мм, толщиной 4-6мм. Кондиционную щепу транспортером подают на гидромойку. Схема очистки щепы на гидромойке представлена на рис.7.
Через транспортировочное устройство щепа поступает в сепаратор тяжелых частиц (1) промывочной установки, где находится лопастное колесо (3), перемешивающее щепу под водой. Благодаря потоку воды, подхватывающему щепу снизу вверх, исключается попадание щепы в находящуюся внизу промежуточную емкость (4) и удаления ее через шлюзовой затвор (7). Преодолеть поток воды и опуститься в промежуточную емкость могут только минеральные примеси с большим удельным весом. Этим же потоком воды щепа вносится в нижнюю часть обезвоживающего шнека (2), снабженного потоком с отверстиями для стекания воды из щепы по пути ее транспортировки в воронку (6). Очистка отверстий лотка производится водой, которая подается в верхнюю часть лотка. Вода вместе с частицами попадает в промежуточную емкость (5) и затем возвращается в систему циркуляции.
Щепа, транспортируемая обезвоживающим шнеком (2), попадает в бункер- воронку для щепы (6), откуда направляется в пропарочную камеру. Для обогрева бункер -воронки в зимний период, установлен калорифер (14), в который подается пар, и вентилятор (15), нагнетающий горячий воздух в бункер.
Для контроля за наполнением воронки установлено измерительное устройство с гамма - излучателем, которое функционирует следующим образом.
Защитная оболочка и детектор излучения монтируется друг напротив друга. Испускаемые радиоактивным веществом гамма -лучи пронизывают стенки и пустую емкость. Счетчик Гейгера преобразует излучение в импульсы тока, которые передаются по двух -проводному кабелю и суммируются в контрольном устройстве (Gammapilot). Затем результирующий ток служит для включения выходного реле. Если уровень наполнения емкости щепой превышает высоту прохождения гамма-лучей, то гамма- излучение ослабляется, выходное реле переключается и подача щепы прекращается.
Тяжелые частицы (минеральные примеси), попадающие в сепаратор тяжелых частиц (1), и далее через промежуточную емкость (4) направляют в открытый со стороны емкости шлюзовой затвор (7), в котором осаждаются. Через некоторое время шлюз со стороны емкости закрывается и открывается сливное отверстие, через которое тяжелые частицы и вода по трубопроводам подаются в многокамерный успокоительный бассейн (8) накопительной емкости (11), где находится очищающий скребковый транспортер (10).
Взвешенные частицы, выходящие вместе со сточной водой из обезвоживающего шнека (2), предназначенного для удаления воды, попадают в промежуточную емкость (5) и накапливаются в шлюзовом затворе (7), работающем аналогично указанному выше шлюзовому затвору. Шлюзовой затвор (7) подает взвешенные частицы также в многокамерный успокоительный бассейн (8).
После опорожнения таким образом шлюзовых затворов (циклы опорожнения можно регулировать независимо друг от друга), сливные отверстия закрываются и шлюзовые затворы автоматически заполняются водой через автоматически действующие запорные клапаны. После этого шлюзовые затворы снова открываются со стороны емкости.
Из многокамерного успокоительного бассейна (8), тяжелые частицы (минеральные примеси), содержащиеся в сточной воде, подают скребковым транспортером в шнековый транспортер. Посредством насоса (12) чистую воду из запасного бассейна (9) накопительной емкости (11) направляют на промывку перфорированного лотка обезвоживающего шнека (2). Часть этой воды возвращается обратно в накопительную емкость (11).
Насос (13) подает воду из промежуточной емкости (5) в сепаратор тяжелых частиц (1), из которого вода снова вместе со щепой направляется в обезвоживающий шнек (2). Потери воды в этом контуре, обусловленные работой шлюзов, восполняются водой от поперечной промывки.
2.3) Размол технологической щепы на волокна
В процессе размола технологической щепы должно достигаться максимально полное разделение древесины на отдельные волокна, обеспечивающее увеличение поверхности частиц и повышение их пластичности. Повышение пластичности облегчает сближение частиц при формировании древесноволокнистого ковра и прессование плит. Для обеспечения пластичности волокон щепу перед размолом подвергают обработке насыщенным паром давлением 0,7-1,2 Мпа.
В процессе пропарки и размола происходит частичный гидролиз древесины. Водорастворимые продукты сохраняются в волокнах при дальнейшей технологической обработке, участвуя в образовании физико-химических связей между волокнами. В процессе гидролиза происходит образование функциональных групп на развернутой поверхности волокон. Для различных пород древесины требуются различные условия обработки. Так, ель, пихта и сосна, у которых в экстрактивных веществах содержатся способные к полимеризации непредельные кислоты, требуют минимальной термообработки. Другие породы, например береза и осина, требуют более жестких условий термообработки. Давление гидроприжима размольных дисков рафинера для щепы лиственных пород рекомендуется, наоборот меньшее, чем для хвойных пород.
Технологическая схема получения волокна на рафинере «PR-42» ФИРМЫ «Pallmann» представлена на рис.8. Из установки для промывки щепа ссыпается в бункер-воронку рафинера (1). В эту же бункер- воронку пневмотранспортом подаются обрезки от ФОС. Из бункера - воронки щепу и опилки набивным (загрузочным) шнеком (2) подают в пропарочный котел (4). Из пропарочного котла щепу разгрузочным шнеком (5) подают в размольную камеру (6) между неподвижным и вращающимся дисками. Полученное волокно давлением пара выбрасывается через разгрузочный клапан в массопровод (8) и далее в трубу-сушилку.
Переувлажненное волокно, образующееся при пуске рафинера, подают через циклон (9) в бункер пускового волокна.
Техническая характеристика рафинера «PR-42»
Производительность по абсолютно сухому волокну, кг/час 5500
Объем пропарочной камеры, мЗ 2,5
Продолжительность пропаривания щепы, мин 3-6
Давление пара, Мпа 0,7-1,2
Рабочая температура, С 190
Расход пара, кг/час 5000
Диаметр размалывающих дисков, мм 1066,8
Частота вращения диска, мм- 1 1485
Частота вращения двигателя, мин-1 1485
Мощность двигателя, кВТ 1600
Вид охлаждающего агента для двигателя вода
Частота вращения набивного (загрузочного) шнека зависит от производительности рафинера и насыпной массы щепы (рис.9). Так, при производительности рафинера 5,5 т/ч и насыпной массе щепы 150 кг/мЗ частота вращения набивного шнека будет 62 мин-1.
Продолжительность пропаривания щепы определяют с помощью диаграмм (рис.10-12). Устанавливают производительность размольной установки (число оборотов разгрузочного шнека) по рис.10, а затем продолжительность пропаривания в зависимости от насыпной массы щепы по рис.11-12. Так, например, при частоте вращения шнека 32 мин-1 производительность рафинера будет 5,0 т/ч абсолютно сухого волокна (при насыпной массе щепы 150 кг/мЗ). По рис.11 устанавливают, что для такой производительности продолжительность пропаривания волокна может быть от 2 до 5 мин при высоте заполнения пропарочного котла щепой от 1,6 до 4,0 м.
Зазор между дисками, давление гидроприжима дисков и степень открытия разгрузочного клапана существенно влияют на качество получаемого волокна. С увеличением производительности рафинера зазор необходимо увеличивать. Необходимое давление гидроприжима следует устанавливать в зависимости от породного состава щепы.
Зазор между дисками устанавливается с помощью установочного микровинта. Один полный оборот микровинта вызывает осевое смещение диска на 0,75мм. При вращении микровинта «вправо» диски сближаются и наоборот. Измерение зазора осуществляют измерительным зондом с выводом результата измерения на цифровой прибор с точностью до 0,01мм. За нулевое положение измерительного зонда принимают точку соприкосновения дисков. Для определения точки соприкосновения дисков микровинт вращают «вправо» до появления свистящего звука, который возникает при соприкосновении вращающегося диска с неподвижным Затем микровинт вращают « влево» до установки необходимого зазора, величину которого показывает цифровой индикатор.
Диски могут находиться в соприкосновении только в течение 1-2 сек, иначе возможен перегрев и разрушение сегментов.
Пуск рафинера следует производить при зазоре между дисками не менее 5мм Тем самым предотвращается запуск со сведенными дисками. Если размалывающие диски находятся на расстоянии менее 5 мм друг от друга, то путем «левого» вращения микровинта они разводятся до сих пор, пока на пульте управления рафинера не загорится лампа «ротор на позиции», что говорит об удалении размольных дисков на 5мм друг от друга.
Перед подачей щепы размольную камеру необходимо прогреть до температуры не менее 100°С.
После сброса первых порций волокна производится регулирование зазора между дисками с учетом работы разгрузочного клапана и давления гидроприжима дисков для получения волокна необходимого качества. Через некоторое время после начала работы рафинера нагрузка на двигатель начинает падать, что свидетельствует об увеличении зазора. В этом случае диски сближают до первоначального показания нагрузки на двигатель.
При неизменном зазоре и все увеличивающейся степени износа сегментов дисков происходит повышение потребляемой двигателем электроэнергии. Для поддержания заданного зазора в этом случае необходимо увеличивать давление гидроприжима дисков.
Разгрузочный клапан также постепенно изнашивается, поэтому необходимо во время эксплуатации периодически регулировать степень его открытия.




Рисунки 8-11


Рисунки 12 - 13
Схемы приготовления и дозирования рабочего раствора смолы и отвердителя приведены на рис.12-13.
Карбамидоформальдегидную смолу со склада насосом (1) перекачивают в расходную емкость объемом 9000 кг, откуда смола перекатывается в мерный стакан (4) объемом 200 литров, а от туда в емкость для приготовления рабочего раствора смолы(8) емкостью 300 л. После разбавления и интенсивного перемешивания раствор смолы отбирают на анализ.
Отвердитель готовят и вводят в массопровод.
Сульфат аммония (хлористый аммоний) в мешках подают на площадку приготовления отвердителя и растворяют в воде при перемешивании в емкости (1) объемом 480л. Температура воды должна быть 35-40 С. Воду дозируют по счетчику (2). Приготовленный раствор циркуляционным насосом (8) через фильтры (7) наполняют поочередно дозировочные емкости (6). Дозирующий насос (10) подает раствор отвердителя в масопровод. Комки древесного волокна со смолой отделяют в сепараторе тяжелого материала и выводят из потока. Стандартное древесное волокно, без комков, вентилятором через циклоны подают на ленточный конвейер формирующей машины.

Рисунок 14 - Технологическая схема сушки древесноволокнистой массы
2.4) Сушка древесноволокнистой массы
Сушка древесноволокнистой массы после рафинера осуществляется в трубе-сушилке RT60 фирмы «Шойх» (Scheuch), при прохождении через которую в потоке горячих газов древесноволокнистая масса высушивается до влажности 6-12%. Агентом сушки являются смешанные с воздухом горячие газы, образующиеся при сжигании в горелке топки природного газа. Регулирование процесса сушки осуществляется автоматически, путем поддержания на заданном уровне температуры выходящей из сушилки парогазовой смеси за счет изменения объема подачи природного газа на горелку топки. Для предотвращения возгорания волокна температура агента сушки на входе в сушилку должна быть не более 170 С.
Технологическая схема сушки древесноволокнистой массы приведена на рис.14.
В горелку CK-100-G (1) топки (2) подают для сжигания природный газ. Горячие газы, образующиеся при сжигании, смешивают с воздухом и подают дымососом (3) в трубу-сушилку (5). Одновременно в топку подают для сжигания воздух (6), содержащий формальдегид, собранный от зонта пресса. Древесноволокнистую массу от рафинера по массопроводу (7) вводят в трубу сушилку. Рабочий раствор связующего и отвердителя поступает в массопровод, где происходит интенсивное перемешивание с волокном вследствие турбулентности потока, возникающего при транспортировке волокна. В потоке горячих газов в трубе- сушилке влажное волокно высушивают до влажности 6- 12% в течение 3-4 с и подают в четыре циклона (8), в которых отделяют сухое волокно от агента сушки, а затем через шлюзовой затвор (9) выгружают на ленточный конвейер (10).
При возгорании волокна в сушилке автоматически срабатывает система обнаружения и локализации загораний фирмы «Grecon», ленточный конвейер (10) включается в обратном направлении и потушенное волокно выводится из потока.
Сухое волокно с ленточного конвейера поступает в сепаратор тяжелого волокнистого материала (11) и далее в циклон формирующей машины.
Основные технологические параметры процесса сушки древесноволокнистой массы, приведены в табл.1.16
Таблица 1.16 – Основные технологические параметры
|
Наименование параметра |
Значение параметра |
|
|
Температура агента сушки на входе в трубу-сушилку | ||
|
Температура агента сушки на выходе из трубы-сушилки | ||
|
Начальная влажность волокна | ||
|
Конечная влажность волокна | ||
|
Скорость агента сушки | ||
|
Масса волокна, проходящего через | ||
|
сушилку за 1 час |
Контроль и регулирование режима сушки осуществляется системой каскадного регулирования и контроля температуры на входе и выходе из сушилки, в топке.
Режим сушки задается установкой определенной температуры агента сушки на выходе из трубы-сушилки посредством управляющего регулятора, связанного с термосопротивлениями, находящимися на выходе из трубы- сушилки. При превышении заданного значения температуры на 5-10°С происходит автоматическое отключение горелки.
Максимальная температура агента сушки на входе в трубу-сушилку задается с помощью электронного регулятора, соединенного с термосопротивлениями, установленными на входе в трубу-сушилку. При превышении заданного значения температуры автоматически отключается подача волокна в сушилку и топлива на горелку.
При отказе одного из агрегатов, установленных после сушилки, подача волокна в сушилку и топлива на горелку автоматически прекращаются.
Чистка сушилки от осевшего волокна должна производиться не реже одного раза в неделю. Чистку сушилки необходимо производить только при снижении температуры в сушилке до 30 С и при отключенных электродвигателях. Предохранители всех приводных электродвигателей сушилки должны быть извлечены.
Забивание волокнистой массой трубы-сушилки или циклонов приводит обычно к превышению заданных значений температуры на входе и выходе, при этом сушилка автоматически отключается. Если это не происходит, необходимо немедленно отключить горелку вручную, прекратить подачу волокна в сушилку и произвести ее чистку.
После вынужденной или специальной остановки подачу волокна в сушилку следует начинать постепенно, без резкого увеличения производительности.
В случае возгорания волокна автоматически срабатывает система пожаротушения с подачей воды в сушилку. После ликвидации загорания сушилку необходимо тщательно вычистить и удалить воду из вентилятора.
2.5) Формирование древесноволокнистого ковра.
Назначение технологической операции формирования - получение непрерывного древесноволокнистого ковра определенных размеров по толщине и ширине. Технологический процесс формирования древесноволокнистого ковра сблокирован с другими участками. Формирование древесноволокнистого ковра осуществляется в одной формирующей камере (рис.15).
Волокно из приемных циклонов через шлюзовые затворы подают на ленточный конвейер (1), который транспортирует его в бункер- дозатор (2) формирующей камеры. Конвейер при этом совершает возвратно- поступательные движения, распределяя волокно по ширине бункера -дозатора (2). С конвейера (1) волокнистый материал попадает на дозировочный транспортер (3) бункера-дозатора. Если уровень волокнистого материала достигнет определенной высоты, то лишнее волокно отбрасывается разравнивающими гребенками (4) назад. Затем волокно подается дозировочным транспортером (3), скорость которого находится в прямой зависимости от объема ссыпанного волокна, к разгрузочным валкам (5) и далее к разрыхляющим валкам (6), которые вращаются в противоположных направлениях. После пропускания через разрыхляющие валки (6) волокнистый материал подхватывается воздушным потоком, создаваемым вакуумными коробами (7), и осаждается на движущейся ленточной сетке (11). Вследствие воздухопроницаемости сетки и сильного всасывающего воздействия под ней, волокнистый слой-ковер уплотняется и при этом одновременно сволачивается. Толщина волокнистого ковра зависит от скорости ленточной сетки. Сформированный волокнистый ковер срезается на заданную высоту скальпирующим устройством (8). Скальпирующее устройство состоит из снабженного зубьями валика, удаляющего избыточный материал, который отводится с помощью пневмосистемы и затем снова возвращается для дальнейшего использования. Толщину слоя волокна устанавливают за датчиком радиоизотопного плотномера (9) и автоматически поддерживают на заданном уровне с помощью изменения скорости сетки или перемещения скальпирующего устройства по высоте. Сформированный ковер подпрессовывают ленточно-валковым подлрессовщиком (10), в результате чего высота ковра уменьшается в 2-2,5 раза и повышается его транспортабельность.

Рисунок
15 – Схема формирования древесноволокнистого
ковра
Рисунок 16 – Технологическая схема прессования древесноволокнистых плит
2.6) Прессование древесноволокнистых плит
Прессование древесноволокнистых плит осуществляют в прессе непрерывного действия каландрового типа «Auma-ЗОР» фирмы «Berstorff» (рис.16.)
Технологическая характеристика пресса «Auma-ЗОР»:
Диаметр каландра, мм 3000
Диаметр прижимных нагревательных валков, мм 1400
Диаметр натяжного и ведущего валков, мм 1400
Рабочая ширина каландра, мм 2500
Длина стальной ленты, мм 27900
Ширина стальной ленты, мм 2650
Толщина стальной ленты, 2,1 Количество очищающих валков, пгг
Обогрев каландра и валков термомасло
Температура каландра и валков, °С до 200 Максимальное рабочее давление гидроприжима, МПа:
Валка №2 20
Валка №3 15
Валка №4 28
Максимальное рабочее давление в гидросистеме
Натяжения стальной ленты, МПа 14
Скорость прессования, м/мин 3-30
После обрезки кромок древесноволокнистый ковер через металлоискатель ленточным транспортером(18) подается на входную зону каландрового пресса, захватывается непрерывной стальной лентой (7) и прижимается к нагретому до 160-190°С каландру (1). Прессование производится в основном прижимными валками (2,3,4), которые давят с заданным давлением на стальную ленту и древесноволокнистый ковер. В зоне после валка (4) ковер удерживается стальной лентой в подпрессовом состоянии, окончательно прогревается и отверждается связующее валок (5) создает натяжение стальной ленты, привод ленты осуществляется от валка (6). Полученная плита транспортируется по направляющим валикам, проходит через толщиномер (19) и подается на форматно-обрезной станок.
На линии предусмотрена возможность нанесения однослойного покрытия из текстурной паропроводящей бумаги на сформированный древесноволокнистый ковер с последующим его прессованием. Для этих целей используется установка для каширования (22), расположенная непосредственно перед каландром (1) и представляющая собой станину, на которой крепятся рабочий и запасной рулоны с бумагой (диаметром не более 600мм) и три направляющих валка (диаметром 148мм). После установки рулона необходимо протянуть полосу бумаги через три направляющих валка до входа в каландр. Непосредственно после начала операции каширования необходимо с помощью регулятора давления, расположенного рядом с тормозом, задать необходимую величину натяжения полосы бумаги, максимальная скорость установки по нанесению покрытия составляет 50 м/мин.
Для каширования используется паропроводящая бумага, масса 1 кв.м. которой составляет 60-150г., а рабочая ширина – 2550 мм.
2.7) Раскрой древесноволокнистых плит на форматы, упаковка и укладка плит После горячего прессования в каландровом прессе и автоматического измерения толщины, непрерывную ленту древесноволокнистой плиты двумя валками подают на форматно-обрезной станок типа МЕ-02 (Shwabedissen).
Станок оснащен 2-мя фрезами и четырьмя круглыми пилами для продольного распила (две фрезы и две пилы для обрезки продольных кромок и две пилы для раскроя плиты по длине на две либо три части) и пятью пилами поперечного раскроя. Плиты для обрезки кромок снабжены дробилками. После дробления кромок пневмосистемой отправляются в бункер для отходов для последующего сжигания в топке котла. Пилы поперечного раскроя расположены последовательно и вплотную друг к другу и при раскрое совершают колебательные движения по дуге, при этом плита на 2-Зс зажимается зажимными валками и останавливается, образуя дугу перед станком. После распила плиты, пилы поднимаются, зажимные валки отводятся, дуга древесноволокнистой плиты распрямляется и плита продвигается на следующий шаг до конечного выключателя (на заданный размер по длине).
Готовые древесноволокнистые плиты сортируют и укладывают в пачки по 50-200 шт. в зависимости от толщины плит. Стандартные плиты, предназначенные для экспортных поставок, упаковываются по ОСТ 13-34-81 «Плиты древесноволокнистые, поставляемые на экспорт. Упаковка, маркировка, транспортирование, хранение».
Упаковка стандартной плиты осуществляется следующим образом (рис 17): сформированные пакеты плиты поступают на приводные рольганги(3). Затем пакет плиты поступает на приводной рольганг (5) для упаковки. Второй пакет плиты, через приводной рольганг (7) поступает для упаковки на приводной рольганг (8). Производится упаковка. Упакованные пакеты транспортируются на рольганги (6,9) и снимаются автопогрузчиком. Упаковка нестандартной (большеформатной) плиты происходит следующим образом:
Сформированный пакет плиты поступает на приводные рольганги (3). Затем пакет поступает на приводные рольганги (4,7) для осуществления упаковки. Плита упаковывается и транспортируется на рольганги (6,9), после чего снимается погрузчиком. Для упаковки пакетов ДВП используют обкладки из ДВП или стрейчпленку. Сформированный пакет обвязывают нагартованной упаковочной лентой по ГОСТ 3560 «Лента стальная упаковочная» или лентой упаковочной полиэстеровой.
Натяжение и закрепление концов упаковочной ленты должно исключать возможность расслабления упаковки во время погрузочно- разгрузочных работ и транспортирования.
На стыках верхних, нижних и боковых обкладочных плит под упаковочную ленту укладывают уголки, предохраняющие плиты от смятия.
Размеры, массу пакетов, количество листов в пакете, количество поясов ленты, размеры деталей поддонов, их количество и материал, а также маркировку производят, определяют и выполняют по ОСТ 13-34-81.
Упакованные плиты погрузчиком перевозят в сухой закрытый склад, где пакеты плит укладываются в штабеля одного типоразмера. Штабель должен находиться не менее 1,5м от дверей и не менее 0,5 м от стен и отопительных приборов. Между штабелями делают проходы и проезды, обеспечивающие к ним свободный доступ. Ширина проезда должна обеспечивать транспортирование пакетов плит максимальной длины.
Древесноволокнистые плиты, не предназначенные на экспорт, хранят, упаковывают, маркируют и транспортируют согласно ТУ BY 600012401.003- 2005.

Рисунок 17 – Схема организации торцовки и упаковки ДВП



