ГОСТ 3.1109-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ОСНОВНЫХ
ПОНЯТИЙ
Издание (февраль 2012 г.) с Изменением № 1, утвержденным в мае 1984 г. (ИУС 8-84), Поправкой (ИУС 6-91)
Постановлением Государственного комитета СССР по стандартам от 30 июля 1982 г. № 2988 дата введения установлена
01.01.83
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области технологических процессов изготовления и ремонта изделий машиностроения и приборостроения.
Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Термины и определения технологических процессов и операций, применяемые в отдельных отраслях, устанавливаются в отраслевых стандартах в соответствии с настоящим стандартом.
Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены «Ндп».
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных краткие формы, которые разрешается применять в случаях, исключающих возможность их различного толкования.
Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
В стандарте в качестве справочных приведены иностранные эквиваленты для ряда стандартизованных терминов на немецком (D), английском (Е) и французском (F) языках.
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке и их иностранных эквивалентов.
В стандарте имеется приложение, содержащее термины, характеризующие производственный процесс.
Стандартизованные термины набраны полужирным шрифтом, их краткая форма - светлым, а недопустимые синонимы - курсивом.
ОБЩИЕ ПОНЯТИЯ
| 1. Технологический процесс D. Technologischer Prozeß Fertigungsablauf Е. Manufacturing process F. Precédé de fabrication | Часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. Примечания: 1. Технологический процесс может быть отнесен к изделию, его составной части или к методам обработки, формообразования и сборки. 2. К предметам труда относятся заготовки и изделия. |
| 2. Технологическая операция Операция D. Operation; Arbeitsgang | Законченная часть технологического процесса, выполняемая на одном рабочем месте |
| 3. Технологический метод | Совокупность правил, определяющих последовательность и содержание действий при выполнении формообразования, обработки или сборки, перемещения, включая технический контроль, испытания в технологическом процессе изготовления или ремонта, установленных безотносительно к наименованию, типоразмеру или исполнению изделия |
| 4. Технологическая база D. Technologische Basis | Поверхность, сочетание поверхностей, ось или точка, используемые для определения положения предмета труда в процессе изготовления. Примечание. Поверхность, сочетание поверхностей, ось или точка принадлежат предмету труда. |
| 5. Обрабатываемая поверхность D. Zu bearbeitende Fläche | Поверхность, подлежащая воздействию в процессе обработки. |
| 6. Технологический документ Документ D. Technologisches Dokument | Графический или текстовый документ, который отдельно или в совокупности с другими документами определяет технологический процесс или операцию изготовления изделия |
| Оформление документа | Комплекс процедур, необходимых для подготовки и утверждения технологического документа в соответствии с порядком, установленным на предприятии. Примечание. К подготовке документа относится его подписание, согласование и т.д. |
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
| Комплектность технологических документов |
|
| Совокупность технологических документов, необходимых и достаточных для выполнения технологического процесса (операции) |
|
| Комплект документации | Совокупность комплектов документов технологических процессов и отдельных документов, необходимых и достаточных для выполнения технологических процессов при изготовлении и ремонте изделия или его составных частей |
| Комплект технологической документации, предназначенный для применения при проектировании или реконструкции предприятия |
|
| 11. Стандартный комплект документов технологического процесса (операции) Стандартный комплект документов процесса (операции) | Комплект технологических документов, установленных в соответствии с требованиями стандартов государственной системы стандартизации |
| Степень детализации описания технологических процессов |
|
| 12. Маршрутное описание технологического процесса Маршрутное описание процесса Ндп. Маршрутное изложение | Сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов |
| 13. Операционное описание технологического процесса Операционное описание процесса Ндп. Операционное изложение | Полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов |
| 14. Маршрутно-операционное описание технологического процесса Маршрутно-операционное описание процесса Ндп. Маршрутно-операционное изложение | Сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах |
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ОПЕРАЦИИ
| Организация производства |
|
| 15. Единичный технологический процесс Единичный процесс Ндп. Специальный технологический процесс | Технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства |
| 16. Типовой технологический процесс Типовой процесс D. Technologicher | Технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками |
| 17. Групповой технологический процесс Групповой процесс D. Technologischer | Технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками |
| 18. Типовая технологическая операция Типовая операция D. Typenarbeitsgang | Технологическая операция, характеризуемая единством содержания и последовательности технологических переходов для группы изделий с общими конструктивными и технологическими признаками |
| 19. Групповая технологическая операция Групповая операция D. Gruppenarbeitsgang | Технологическая операция совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками |
| Методы обработки, формообразования, сборки и контроля |
|
| 20. Формообразование Е. Primary forming F. Formage initial | Изготовление заготовки или изделия из жидких, порошковых или волокновых материалов |
| 21. Литьё Ндп. Отливка | Изготовление заготовки или изделия из жидкого материала заполнением им полости заданных форм и размеров с последующим затвердением |
| 22. Формование | Формообразование из порошкового или волокнового материала при помощи заполнения им полости заданных форм и размеров с последующим сжатием |
| 23. Спекание | По ГОСТ 17359-82 |
| 24. Обработка | Действие, направленное на изменение свойств предмета труда при выполнении технологического процесса |
| 25. Черновая обработка | Обработка, в результате которой снимается основная часть припуска |
| 26. Чистовая обработка | Обработка, в результате которой достигаются заданные точность размеров и шероховатость обрабатываемых поверхностей |
| 27. Механическая обработка | Обработка давлением или резанием |
| 28. Раскрой материала | Разделение материала на отдельные заготовки |
| 29. Обработка давлением | Обработка, заключающаяся в пластическом деформировании или разделении материала. Примечание. Разделение материала происходит давлением без образования стружки |
| 30. Ковка | По ГОСТ 18970-84 |
| 31. Штамповка | По ГОСТ 18970-84 |
| 32. Поверхностное пластическое деформирование | По ГОСТ 18296-72 |
| 33. Обработка резанием F. Usinage par enlevément de matiére | Обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоев материала с образованием стружки. Примечание. Образование поверхностей сопровождается деформированием и разрушением поверхностных слоев материала. |
| 34. Термическая обработка Термообработка D. Thermische Behandlung E. Heat treatent F. Traitement thermique | Обработка, заключающаяся в изменении структуры и свойств материала заготовки вследствие тепловых воздействий |
| 35. Электрофизическая обработка D. Elektrophysisches Abtragen E. Electrophysical machining F. Usinage électrophysique | Обработка, заключающаяся в изменении формы, размеров и (или) шероховатости поверхности заготовки с применением электрических разрядов, магнитострикционного эффекта, электронного или оптического излучения, плазменной струи |
| 36. Электрохимическая обработка D. Elektrochemisches Abtragen E. Electrochemical machining F. Usinage électrochimique | Обработка, заключающаяся в изменении формы, размеров и (или) шероховатости поверхности заготовки вследствие растворения ее материала в электролите под действием электрического тока |
| 37. Гальванопластика D. Galvanoplastik E. Galvanoplastics F. Galvanoplastic | Формообразование из жидкого материала при помощи осаждения металла из раствора под действием электрического тока |
| 38. Слесарная обработка | Обработка, выполняемая ручным инструментом или машиной ручного действия |
| 39. Сборка | Образование соединений составных частей изделия. Примечания: 1. Примером видов сборки является клепка, сварка заготовок и т.д. 2. Соединение может быть разъемным или неразъемным |
| 40. Монтаж | По ГОСТ 23887-79 |
| 41. Сварка | По ГОСТ 2601-84 |
| 42. Клепка | Образование неразъемных соединений при помощи заклепок |
| 43. Пайка | По ГОСТ 17325-79 * * Утратил силу на территории РФ в части п.п. 5, 7, 14 - 16, 18, 26, 29, 30, 32 - 35, 39, 40, 54, 59 - 64, 66, 69, 71, 73 - 75, 84, 85, 97, 100, с 01.07.2010 пользоваться ГОСТ Р ИСО 857-2-2009. |
| 44. Склеивание | Образование неразъемных соединений при помощи клея |
| 45. Нанесение покрытия | Обработка, заключающаяся в образовании на заготовке поверхностного слоя из инородного материала. Примечание. Примерами нанесения покрытия являются окрашивание, анодирование, оксидирование, металлизация и т.д. |
| 46. Технический контроль Контроль | По ГОСТ 16504-81 |
| Контроль процесса (Измененная редакция, Изм. № 1). | Контроль режимов, характеристик, параметров технологического процесса |
| 48. Маркирование | По ГОСТ 17527-86 * |
| 49. Упаковывание | По ГОСТ 17527-86 * |
| 50. Консервация | По ГОСТ 5272-68 |
| 51. Расконсервация (Измененная редакция, Изм. № 1). | По ГОСТ 5272-68 |
ЭЛЕМЕНТЫ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
| 52. Технологический переход Е. Manufacturing step F. Phase de travail | Законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке |
| 53. Вспомогательный переход E. Auxiliary step | Законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода. Примечание. Примерами вспомогательных переходов являются закрепление заготовки, смена инструмента и т.д. |
| 54. Установ | Часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы |
| 55. Позиция | Фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции |
| 56. Базирование | По ГОСТ 21495-76 |
| 57. Закрепление D. Befestigen (Einspannen) | Приложение сил и пар сил к предмету труда для обеспечения постоянства его положения, достигнутого при базировании |
| 58. Рабочий ход D. Fertigungsgang E. Manufacturing pass F. Passe de fabrication | Законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки |
| 59. Вспомогательный ход E. Auxiliary pass F. Passe auxiliaire | Законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода |
| 60. Прием | Законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединенных одним целевым назначением |
| 61. Наладка | Подготовка технологического оборудования и технологической оснастки к выполнению технологической операции. Примечание. К наладке относятся установка приспособления, переключение скорости или подачи, настройка заданной температуры и т.д. |
| 62. Подналадка | Дополнительная регулировка технологического оборудования и (или) технологической оснастки при выполнении технологической операции для восстановления достигнутых при наладке значений параметров |
ХАРАКТЕРИСТИКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА (ОПЕРАЦИИ)
| 63. Цикл технологической операции Цикл операции D. Operationszyklus Е. Operation cycle F. Sycle d’opération | Интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо от числа одновременно изготовляемых или ремонтируемых изделий |
| 64. Такт выпуска E. Production time F. Tempe de production | Интервал времени, через который периодически производится выпуск изделий или заготовок определенных наименований, типоразмеров и исполнений |
| 65. Ритм выпуска E. Production rate F. Cadence de production | Количество изделий или заготовок определенных наименований, типоразмеров и исполнений, выпускаемых в единицу времени |
| 66. Технологический режим | Совокупность значений параметров технологического процесса в определенном интервале времени. Примечание. К параметрам технологического процесса относятся: скорость резания, подача, глубина резания, температура нагрева или охлаждения и т.д. |
| 67. Припуск | Слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности. Примечание. К свойствам обрабатываемого предмета труда или его поверхности относятся размеры, формы, твердость, шероховатость и т.п. |
| 68. Операционный припуск | Припуск, удаляемый при выполнении одной технологической операции |
| 69. Промежуточный припуск | Припуск, удаляемый при выполнении одного технологического перехода |
| 70. Допуск припуска | Разность между наибольшим и наименьшим значениями размера припуска |
| 71. Подготовительно -заключительное время D. Vorbereitungs-und Abschlußzeit | Интервал времени, затрачиваемый на подготовку исполнителя или исполнителей и средств технологического оснащения к выполнению технологической операции и приведению последних в порядок после окончания смены и (или) выполнения этой операции для партии предметов труда |
| 72. Штучное время E. Time per piece | Интервал времени, равный отношению цикла технологической операции к числу одновременно изготовляемых или ремонтируемых изделий или равный календарному времени сборочной операции |
| 73. Основное время E. Direct manufacture time | Часть штучного времени, затрачиваемая на изменение и (или) последующее определение состояния предмета труда |
| 74. Вспомогательное время E. Auxiliary time | Часть штучного времени, затрачиваемая на выполнение приемов, необходимых для обеспечения изменения и последующего определения состояния предмета труда. |
| 75. Оперативное время D. Operative zeit E. Base cycle time | Часть штучного времени, равная сумме основного и вспомогательного времени |
| 76. Время обслуживания рабочего ме ста E. Time for machine servicing | Часть штучного времени, затрачиваемая исполнителем на поддержание средств технологического оснащения в работоспособном состоянии и уход за ними и рабочим местом |
| 77. Время на личные потребности D. Zeit für naturliche Bedürfniße E. Time for personal needs | Часть штучного времени, затрачиваемая человеком на личные потребности и, при утомительных работах, на дополнительный отдых |
| 78. Коэффициент штучного времени | Отношение затрат времени на непосредственное выполнение одним или несколькими рабочими-многостаночниками технологической операции на рассматриваемом рабочем месте к сумме тех же затрат по всем технологическим операциям, выполняемым при многостаночном обслуживании |
ТЕХНОЛОГИЧЕСКИЕ НОРМЫ
| 79. Технологическая норма | Регламентированное значение показателя технологического процесса |
| 80. Технологическое нормирование | Установление технически обоснованных норм расхода производственных ресурсов. Примечание. Под производственными ресурсами понимают энергию, сырье, материалы, инструмент, рабочее время и т.д. |
| 81. Норма времени E. Standard piece time | Регламентированное время выполнения некоторого объема работ в определенных производственных условиях одним или несколькими исполнителями соответствующей квалификации |
| 82. Норма подготовительно-заключительного времени | Норма времени на подготовку рабочих и средств производства к выполнению технологической операции и приведение их в первоначальное состояние после ее окончания |
| 83. Норма штучного времени | Норма времени на выполнение объема работы, равной единице нормирования, при выполнении технологической операции |
| 84. Норма оперативного времени | Норма времени на выполнение технологической операции, являющаяся составной частью нормы штучного времени и состоящая из суммы норм основного и неперекрываемого им вспомогательного времени |
| 85. Норма основного времени | Норма времени на достижение непосредственной цели данной технологической операции или перехода по качественному и (или) количественному изменению предмета труда |
| 86. Норма вспомогательного времени | Норма времени на осуществление действий, создающих возможность выполнения основной работы, являющейся целью технологической операции или перехода |
| 87. Единица нормирования | Количество производственных объектов или число работающих, на которое устанавливают техническую норму. Примечание. Под технической нормой понимают количество деталей, на которое устанавливают норму времени; количество изделий, на которое устанавливают норму расхода материала; число рабочих, на которое устанавливают норму выработки и т.д. |
| 88. Норма выработки E. Standard production rate | Регламентированный объем работы, которая должна быть выполнена в единицу времени в определенных организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации |
| 89. Расценка | Размер вознаграждения работнику за единицу объема выполняемой работы |
| 90. Тарифная сетка | Шкала, определяющая соотношение между оплатой труда за единицу времени и квалификацией труда, с учетом вида работы и условий ее выполнения |
| 91. Разряд работы | Показатель, характеризующий квалификацию труда |
СРЕДСТВА ВЫПОЛНЕНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
| 92. Средства технологического оснащения Средства оснащения D. Technologische Ausrüstung | Совокупность орудий производства, необходимых для осуществления технологического процесса |
| 93. Технологическое оборудование Оборудование D. Fertigungsmaschinen Е. Manufacturing equipment F. Equipement de fabrication | Средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещают материалы или заготовки, средства воздействия на них, а также технологическая оснастка. Примечание. Примерами технологического оборудования являются литейные машины, прессы, станки, печи, гальванические ванны, испытательные стенды и т.д. |
| 94. Технологическая оснастка Оснастки E. Tooling | Средства технологического оснащения, дополняющие технологическое оборудование для выполнения определенной части технологического процесса. Примечание. Примерами технологической оснастки являются режущий инструмент, штампы, приспособления, калибры, пресс-формы, модели, литейные формы, стержневые ящики и т.д. |
| 95. Приспособление | Технологическая оснастка, предназначенная для установки или направления предмета труда или инструмента при выполнении технологической операции |
| 96. Инструмент | Технологическая оснастка, предназначенная для воздействия на предмет труда с целью изменения его состояния. Примечание. Состояние предмета труда определяется при помощи меры и (или) измерительного прибора |
ПРЕДМЕТЫ ТРУДА
| 97. Материал | Исходный предмет труда, потребляемый для изготовления изделия |
| 98. Основной материал D. Grundmaterial E. Basic material F. Matière première | Материал исходной заготовки. Примечание. К основному материалу относится материал, масса которого входит в массу изделия при выполнении технологического процесса, например материал сварочного электрода, припоя и т.д. |
| 99. Вспомогательный материал D. Hilfsmaterial E. Auxiliary material F. Matière auxiliaire | Материал, расходуемый при выполнении технологического процесса дополнительно к основному материалу. Примечание. Вспомогательными могут быть материалы, расходуемые при нанесении покрытия, пропитке, сварке (например, аргон), пайке (например, канифоль), закалке и т.д. |
| 100. Полуфабрикат E. Semi-finished product | Предмет труда, подлежащий дальнейшей обработке на предприятии-потребителе |
| 101. Заготовка | Предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь |
| 102. Исходная заготовка D. Anfangs-Rohteil E. Primary blank F. Ebauche première | Заготовка перед первой технологической операцией |
| 103. Листоштампованное изделие | Деталь или заготовка, изготовленная методом листовой штамповки |
| (Поправка). |
|
| 104. Отливка | Изделие или заготовка, полученные технологическим методом литья |
| 105. Поковка D. Schmiedestück | Изделие или заготовка, полученные технологическими методами ковки, объемной штамповки или вальцовки. Примечания: 1. Кованая поковка - поковка, полученная технологическим методом ковки. 2. Штампованная поковка - поковка, полученная технологическим методом объемной штамповки. 3. Вальцованная поковка - поковка, полученная технологическим методом вальцовки из сортового проката. |
| (Поправка). |
|
| 106. Изделие | По ГОСТ 15895-77 * * На территории Российской Федерации действуют ГОСТ Р 50779.10-2000, ГОСТ Р 50779.11-2000. |
| 107. Комплектующее изделие | Изделие предприятия-поставщика, применяемое как составная часть изделия, выпускаемого предприятием-изготовителем. Примечание. Составными частями изделия могут быть детали и сборочные единицы |
| 108. Типовое изделие D. Typenwerkstück Е. Typified workpiece | Изделие, принадлежащее к группе изделий близкой конструкции, обладающее наибольшим количеством конструктивных и технологических признаков этой группы |
| 109. Сборочный комплект F. Jeu de montage | Группа составных частей изделия, которые необходимо подать на рабочее место для сборки изделия или его составной части |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА РУССКОМ ЯЗЫКЕ
| База технологическая | |
| Базирование | |
| Время подготовительно-заключительное | |
| Время штучное | |
| Время основное | |
| Время вспомогательное | |
| Время оперативное | |
| Время обслуживания рабочего места | |
| Время на личные потребности | |
| Гальванопластика | |
| Деформирование поверхностное пластическое | |
| Документ | |
| Документ технологический | |
| Допуск припуска | |
| Единица нормирования | |
| Заготовка | |
| Заготовка исходная | |
| Закрепление | |
| Изделие | |
| Изделие комплектующее | |
| Изделие листоштампованное | |
| Изделие типовое | |
| Изложение маршрутное | |
| Изложение маршрутно-операционное | |
| Изложение операционное | |
| Инструмент | |
| Комплект документации | |
| Комплект документов технологического процесса (операции) | |
| Комплект документов процесса (операции) | |
| Комплект документов технологического процесса (операции) стандартный | |
| Комплект документов процесса (операции) стандартный | |
| Комплект проектной документации | |
| Комплект технологической документации | |
| Комплект проектной технологической документации | |
| Комплект сборочный | |
| Консервация | |
| Контроль | |
| Контроль процесса | |
| Контроль технический | |
| Контроль технологического процесса | |
| Коэффициент штучного времени | |
| Литьё | |
| Маркирование | |
| Материал | |
| Материал основной | |
| Материал вспомогательный | |
| Метод технологический | |
| Монтаж | |
| Наладка | |
| Нанесение покрытия | |
| Норма технологическая | |
| Нормирование техническое | |
| Норма времени | |
| Норма вспомогательного времени | |
| Норма выработки | |
| Норма основного времени | |
| Норма оперативного времени | |
| Норма подготовительно-заключительного времени | |
| Норма штучного времени | |
| Оборудование | |
| Оборудование технологическое | |
| Обработка | |
| Обработка черновая | |
| Обработка чистовая | |
| Обработка механическая | |
| Обработка давлением | |
| Обработка резанием | |
| Обработка слесарная | |
| Обработка термическая | |
| Обработка электрофизическая | |
| Обработка электрохимическая | |
| Операция | |
| Операция групповая | |
| Операция технологическая | |
| Операция технологическая типовая | |
| Операция технологическая групповая | |
| Операция типовая | |
| Описание процесса маршрутное | |
| Описание процесса маршрутно-операционное | |
| Описание процесса операционное | |
| Описание технологического процесса маршрутное | |
| Описание технологического процесса операционное | |
| Описание технологического процесса маршрутно-операционное | |
| Оснастка | |
| Оснастка технологическая | |
| Отливка | |
| Отливка | |
| Оформление документа | |
| Оформление технологического документа | |
| Пайка | |
| Переход технологический | |
| Переход вспомогательный | |
| Поверхность обрабатываемая | |
| Позиция | |
| Подналадка | |
| Поковка | |
| Полуфабрикат | |
| Прием | |
| Припуск | |
| Припуск операционный | |
| Припуск промежуточный | |
| Приспособление | |
| Процесс групповой | |
| Процесс единичный | |
| Процесс технологический | |
| Процесс технологический единичный | |
| Процесс технологический специальный | |
| Процесс технологический типовой | |
| Процесс технологический групповой | |
| Процесс типовой | |
| Разряд работы | |
| Расконсервация | |
| Раскрой материала | |
| Расценка | |
| Режим технологический | |
| Ритм выпуска | |
| Сборка | |
| Сварка | |
| Сетка тарифная | |
| Склеивание | |
| Спекание | |
| Средства оснащения | |
| Средства технологического оснащения | |
| Такт выпуска | |
| Термообработка | |
| Упаковывание | |
| Установ | |
| Формообразование | |
| Формование | |
| Ход вспомогательный | |
| Ход рабочий | |
| Цикл операции | |
| Цикл технологической операции | |
| Штамповка |
НА НЕМЕЦКОМ ЯЗЫКЕ
| Befestigen (Einspannen) | |
| Elektrochemisches Abtragen | |
| Elektrophysisches Abtragen | |
| Fertigungsmaschinen | |
| Gruppenarbeitsgang | |
| Operation; Arbeitsgang | |
| Operationszyklus | |
| Technologischer Prozeß, Fertigungsablauf | |
| Technologische Basis | |
| Technologisches Dokument | |
| Technologischer Typenprozeß | |
| Technologischer Gruppenprozeß | |
| Thermische Behandlung | |
| Technologische Ausrüstung | |
| Typenarbeitsgang | |
| Vorbereitungs- und Abschlußzeit | |
| Zeit für naturliche Bedürfniße | |
| Zu bearbeitende Fläche |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ЭКВИВАЛЕНТОВ ТЕРМИНОВ
НА АНГЛИЙСКОМ ЯЗЫКЕ
| Auxiliary material | |
| Direct manufacture time | |
| Electrochemical machining | |
| Electrophysical machining | |
| Manufacturing equipment | |
| Manufacturing pass | |
| Manufacturing process | |
| Manufacturing step | |
| Semi-finished product | |
| Standard piece time | |
| Standard production rate | |
| Time for machine servicing | |
| Time for personal needs | |
| Typified workpiece |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ЭКВИВАЛЕНТОВ ТЕРМИНОВ
НА ФРАНЦУЗСКОМ ЯЗЫКЕ
| Cadence de production | |
| Cycle d’opération | |
| Ebauche première | |
| Equipement de fabrication | |
| Matiére auxiliaire | |
| Matiére premiére | |
| Passe auxiliaire | |
| Passe de fabrication | |
| Phase de travail | |
| Précéde de fabrication | |
| Tempe de production | |
| Traitement thermique | |
| Usinage électrochimique | |
| Usinage électrophysique | |
| Usinage par enlevément de matiére |
ТЕРМИНЫ, ХАРАКТЕРИЗУЮЩИЕ ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС
, 1065.41kb.
4.1. Кольцевые швы трубопроводов, переходов и трубных узлов (приварки тройников, отводов) просвечивают по одной из четырех схем в зависимости от геометрических размеров труб, типа и активности применяемого источника излучения. Схемы просвечивания представлены на рис.2-5 .
Рис. 2. Схема панорамного просвечивания изнутри трубы за одну установку источника излучения
4.2. Криволинейные швы тройников и отводов можно просвечивать по одной из схем, представленных на рис. 5-10 , в зависимости от диаметров свариваемых патрубков, их соотношений, условий доступа к шву.
Примечание. На рис. 2-10 использованы следующие обозначения:
Ии и Ис - источники излучения, расположенные соответственно изнутри и снаружи контролируемой сварной трубной конструкции;
По и Пи - пленки, расположенные соответственно снаружи и изнутри контролируемой сварной трубной конструкции.
Рис. 3. Схема фронтального просвечивания через две стенки за три установки источника излучения
4.3. При просвечивании по схемам, представленным на рис. 2 , 6 и 7 табл.1 обязательного приложения 7 .
4.4. При просвечивании по схемам, представленным на рис. 3 , 8-10 , используют любые рентгеновские аппараты и источники радиоактивного излучения, максимально допустимую начальную активность, которых выбирают в соответствии с табл.2 обязательного приложения 7 . Фокусное расстояние при просвечивании по схемам, представленным на рис.10 , должно быть не менее диаметра того патрубка, к внутренней поверхности которого прикладывается радиографическая пленка.
Примечание. При просвечивании тройников по схемам, представленным на рис.6-10 , пленку укладывают отдельными небольшими отрезками, способными обеспечить плотное ее прилегание к профилю тройника.
Рис. 4. Схема фронтального просвечивания через две стенки за одну или две установки источника излучения на плоскую кассету (схема просвечивания «на эллипс»)
4.5. Требования, предъявляемые к просвечиванию по схеме, представленной на рис.4 :
4.5.1. За две экспозиции «на эллипс» под углом 90° можно просвечивать трубы диаметром от 57 до 108 мм включительно, используя источники излучения, оговоренные в п.2.1 , а также трубы диаметром 114 и 133 мм с толщиной стенки 6 мм и менее;
4.5.2. За одну экспозицию «на эллипс», используя изотоп иридий-192, допускается просвечивать трубы диаметром 57 мм с толщиной стенки 5 мм и менее и диаметром 60 мм с толщиной стенки 4 мм и менее;
4.5.3. За одну экспозицию «на эллипс», используя изотоп цезий-137, допускается просвечивать трубы диаметром 76 мм с толщиной стенки 4 мм и менее, а также трубы диаметром 57 и 60 мм.
Рис. 5. Схема фронтального просвечивания через две стенки за одну установку источника излучения без его смещения относительно сварного шва:
А - для соединения труб; б - для соединений врезок
Рис. 6. Схема просвечивания криволинейного шва изнутри трубы за одну установку источника излучения
Рис. 7. Схема просвечивания криволинейного шва изнутри трубы за несколько установок источника излучения
Рис. 8. Схема фронтального просвечивания криволинейных швов врезок малого диаметра за одну установку источника излучения
Рис. 9. Схема фронтального просвечивания криволинейных швов врезок большого диаметра за несколько установок источника излучения
Рис. 10. Схемы просвечивания криволинейных швов врезок снаружи трубы за несколько установок источника излучения
Примечания:
1. Трубы диаметром 114 и 133 мм с толщиной стенки более 6 мм необходимо просвечивать за три установки источника излучения по схеме, представленной на рис.3 . Активность источников излучения выбирается в соответствии с табл.2 обязательного приложения 7 .
2. Просвечивание за две экспозиции можно производить на гибкую кассету, которая должна охватывать половину окружности сварного шва.
3. Просвечивание тройников и отводов малого диаметра (до 76 мм включительно) можно осуществлять в соответствии с требованиями пп. 4.5.2 и 4.5.3 настоящего ОСТа.
4. При контроле «на эллипс» следует применять мелкозернистые высококонтрастные радиографические пленки (типа РТ-4М, РТ-5 и им подобные) в комбинации со свинцовыми усиливающими экранами.
4.6. Просвечивание трубопроводов диаметром менее 57 мм с соотношением (d и D - соответственно внутренний и наружный диаметры) следует производить по схеме (рис.5 ). Если соотношение , просвечивание осуществляется по схеме, представленной на рис.4 , за одну установку «на эллипс».
4.7. Просвечивание стыков врезок диаметром менее 76 мм в трубопроводы большого диаметра можно осуществлять в соответствии с рис.8 и требованиями п.4.4 .
4.8. Просвечивание стыков врезок в трубопроводы менее 76 мм производится в соответствии с рис.5 ,б.
4.9. При просвечивании по схемам, представленным на рис.5 , разрешается использовать источники ионизирующего излучения, оговоренные в п.2.1 настоящего стандарта, а радиографические пленки следует применять в соответствии с п.4.5 , примечания 4. Фокусное расстояние должно быть не менее пяти диаметров трубопровода.
4.10. Фокусное расстояние при просвечивании по схеме (рис.4 ) выбирает в зависимости от активности используемого источника излучения и требуемой чувствительности контроля по табл.3 приложения 7 .
4.11. Смещение источника излучения относительно плоскости сварного шва при контроле по схеме (рис.4 ) составляет 0,35 Ф - 0,5 Ф при просвечивании за одну экспозицию и »0,2 Ф при просвечивании за две экспозиции (Ф - фокусное расстояние).
5. ВЫБОР ПАРАМЕТРОВ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ
5.1. Энергию рентгеновского излучения (напряжение на трубке), тип радиоактивного источника, тип радиографической планки, схему зарядки кассет (с усиливающими экранами или без них), толщину защитных свинцовых экранов (от рассеянного излучения) и схему просвечивания выбирают в зависимости от геометрических размеров контролируемого изделия таким образом, чтобы чувствительность контроля не превышала половины размера по глубине минимального из недопустимых дефектов, но не более значений, приведенных в табл.4 за исключением случая, оговоренного в табл.4 , приложение 3 . Конкретные значения недопустимых дефектов регламентируются технической документацией на контролируемый объект (СНиП, ТУ, инструкции и т.п.).
5.2. Максимальную допустимую активность источника излучения и минимальное фокусное расстояние в зависимости от геометрических размеров контролируемых изделий при требуемой чувствительности контроля определяют согласно значениям табл. 1 , 2 , 3 обязательного приложения 7 . Там же приведены примеры пользования табл.1 , 2 , 3 . В справочном приложении 8 (рисунок) представлены материалы по зависимости МЭД от активности источников излучения и поправочные коэффициенты для изотопов Jr-192, Se-75 и Tm-170, при использовании которых через каждые, 1-2 недели необходимо увеличивать время экспозиции делением его первоначального значения на поправочный коэффициент.
5.3. Ориентировочное время экспозиции при просвечивании рентгеновскими аппаратами и радиоактивными источниками определяют в соответствии с номограммами, представленными в рекомендуемом приложении 9 (рис. 1 , 2 ).
5.4. Суммарная разностенность просвечиваемых за одну экспозицию толщин не должна превышать следующих величин (для оптических плотностей 1,5-3,0 ед.):
При напряжении на рентгеновской трубке 200 кВ - 5,5 мм;
При напряжении на рентгеновской трубке 260 кВ - 7,0 мм;
При использовании иридия-192 - 15 мм;
При использовании цезия-137 - 17 мм.
При наличии оборудования для просмотра снимков, имеющих почернение до 4 единиц оптической плотности, суммарная разностенность не должна превышать:
7,5 мм при напряжении на трубке 200 кВ;
9,0 мм при напряжении на трубке 260 кВ;
20,0 мм при использовании иридия-192;
22,0 мм при использовании цезия-137.
Примечания:
1. Изображение на снимке более тонкого элемента должно иметь максимальную оптическую плотность (3,0 и 3,6-4,0 е.о.п. соответственно).
2. При определении чувствительности контроля расчет необходимо вести по той толщине стенки, на которую устанавливаются эталоны чувствительности.
5.5. Эталоны чувствительности и имитаторы при просвечивании по схемам, представленным, на рис. 2 , 3 , 6 , 7 , 8 , 9 , устанавливают между контролируемым изделием и пленкой, а при просвечивании по схемам, представленным на рис.4 , 5 , 10 , - между контролируемым изделием и источником излучения.
5.6. Длина каждого снимка должна обеспечивать перекрытие изображений смежных участков сварных соединений при длине контролируемого участка до 100 мм не менее 0,2 длины участка, при длине контролируемого участка свыше 100 мм - не менее 20 мм с каждой стороны.
5.7. Ширина радиографической пленки должна обеспечивать получение изображения сварного шва и околошовной зоны по 20 мм с обеих сторон шва, эталонов чувствительности, имитаторов, если они используются, и маркировочных знаков.
5.8. При просвечивании по схемам представленным на рис. 2 , 3 и 5 , угол между направлением излучения и плоскостью сварного шва не должен превышать 5°.
5.9. При просвечивании по схемам, представленным на рис.4 , 6-10 , угол между направлением излучения и плоскостью контролируемого участка сварного шва в любой его точке не должен превышать 30°.
5.10. Фотообработку экспонированных пленок необходимо осуществлять в строгом соответствии с инструкциями завода-изготовителя этих пленок, обращая при этом особое внимание на соблюдение требований по времени проявления (обычно ручное проявление составляет не менее 5 мин) и температуре растворов.
После фотообработки и сушки на радиограммах должны отсутствовать дефекты, способные повлиять на правильность расшифровки радиограмм.
5.11. Основные правила хранения и фотообработки пленки приведены в обязательном приложении 10 .
6. РАСШИФРОВКА РАДИОГРАФИЧЕСКИХ СНИМКОВ
6.1. Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям:
На снимках не должно быть пятен, полос, загрязнений, следов электростатических разрядов и других повреждений эмульсионного слоя, затрудняющих их расшифровку;
На снимках должны быть видны изображения эталонов чувствительности и маркировочных знаков, ограничительных меток, имитаторов и мерительных поясов, если они использовались,
Оптическая плотность изображений основного металла контролируемого участка должна быть не менее 2 е.о.п.
При использовании высокочувствительных экранных радиографических пленок снимки должны иметь потемнение, находящееся в пределах 1-2 е.о.п. (на участках с изображением основного металла).
Разность оптических плотностей изображений канавочного эталона чувствительности и основного металла в месте установки эталона должна быть не менее 0,3 е.о.п.
6.2. Чувствительность снимков (наименьший диаметр выявляемой на снимке проволоки проволочного эталона, наименьшая глубина выявляемой на снимке канавки канавочного эталона, наименьшая толщина пластинчатого эталона, при которой на снимке выявляется отверстие с диаметром, равным удвоенной толщине эталона) во всех случаях не должна превышать значений, приведенных в табл.4 .
6.3. Чувствительность контроля К определяют ( в мм или в %) по изображению на снимке канавочного, проволочного или пластинчатого эталона по приведенным ниже формулам.
Таблица 4
| Толщина контролируемого металла в месте установки эталона чувствительности, мм | Класс чувствительности контроля |
||
| 1 | 2 | 3 |
|
| До 5 | 0,10 | 0,10 | 0,20 |
| Свыше 5 до 9 включительно | 0,20 | 0,20 | 0,30 |
| Свыше 9 до 12 включительно | 0,20 | 0,30 | 0,40 |
| Свыше 12 до 20 включительно | 0,30 | 0,40 | 0,50 |
| Свыше 20 до 30 включительно | 0,40 | 0,50 | 0,60 |
| Свыше 30 до 40 включительно | 0,50 | 0,60 | 0,75 |
| Свыше 40 до 50 включительно | 0,60 | 0,75 | 1,00 |
| Свыше 50 до 70 включительно | 0,75 | 1,00 | 1,25 |
| Свыше 70 до 100 включительно | 1,00 | 1,25 | 1,5 |
| Свыше 100 до 120 включительно | 1,25 | 1,50 | 2,00 |
Примечания:
1. При давлении в трубопроводе до 10 МПа включительно чувствительность контроля должна соответствовать третьему классу, при давлении свыше 10 МПа - второму.
2. Если на какой-то конкретный объем разрабатывается специальная технология сварки и контроля сварных соединений, то в нормативно-технической документации (Инструкции, Руководстве и др.) должен быть оговорен класс чувствительности снимка (контроля).
3. При просвечивании «на эллипс» с использованием канавочных эталонов чувствительность снимков можно считать достаточной, если видна следующая меньшая по величине канавка по сравнению о той, которая соответствует допустимой глубине дефектов.
При использовании канавочных или пластинчатых эталонов чувствительности
При использовании проволочных эталонов чувствительности
Где S - контролируемая толщина металла в месте установки эталона, мм;
Толщина просвечиваемого металла в месте установки эталона, т.е. толщина контролируемого металла плюс толщина эталона (), мм;
Глубина наименьшей видимой на снимке канавки канавочного эталона, толщина пластинчатого эталона, при которой на снимке видно отверстие диаметром, равным удвоенной толщине этого эталона, мм;
Толщина эталона чувствительности, мм;
Диаметр наименьшей видимой на снимке проволоки проволочного эталона, мм.
6.4. Расшифровка и оценка качества сварных соединений по снимкам, на которых отсутствуют изображения эталонов чувствительности и имитаторов (если они используются), но допускается (за исключением случаев, оговоренных в пп.3.8 и 3.13 ).
6.5. Размеры дефектов при расшифровке снимков следует округлять до ближайших значений из ряда чисел: 0,2; 0,3; 0,4; 0.5; 0,6; 0,8; 1,0; 1,2; 1,5; 2,0; 2,5; 2,7; 3,0.
6.6. При просвечивании «на эллипс» (см. рис.4 ) размеры дефектов участка сварного соединения, расположенного со стороны источника излучения, пород их округлением должны быть умножены на коэффициент
Где f - расстояние от источника излучения до поверхности контролируемого участка сварного соединения, мм;
S - толщина контролируемого участка сварного соединения, мм;
D - диаметр трубы, мм.
Примечание. При просвечивании по схемам, представленным на рис.5 , размеры изображений дефектов на коэффициент a не умножаются.
6.7. Результаты расшифровки снимков с указанием их чувствительности и выявленных дефектов заносят в «Журнал по контролю качества сварных стыков».
Оформление результатов радиографического контроля и заполнение журнала производят в соответствии с требованиями СНиП или другими действующими нормативными документами (форма журнала заключений представлена в обязательном приложении 11 ).
6.8. При расшифровке снимков и оформлении результатов радиографического контроля необходимо пользоваться условными обозначениями различных типов дефектов и схематическим их изображением в сварном шве и на радиограммах, которые представлены в приложении 12 .
6.9. Каждый тип дефекта должен быть отмечен в заключении отдельно и иметь подробное описание в соответствии с критериями оценки качества сварных соединений, установленными нормативно-технической документацией (СНиП, инструкциями и т.д.), с указанием:
Символа условного обозначения дефекта;
Размера дефекта или суммарной длины цепочки и скопления пор или шлаков в миллиметрах (с указанием преобладающего размера дефекта в группе);
Количества однотипных дефектов на снимке;
Глубины дефектов в миллиметрах или процентах от толщины металла свариваемых моментов трубопровода. Допускается вместо записи глубины дефектов в миллиметрах или процентах указывать о помощью знаков >, = или
6.10. Просмотр и расшифровку снимков после их полного высыхания следует проводить в затемненном помещении с применением специальных осветителей - негатоскопов.
6.11. Заключение по результатам контроля следует давать отдельно по каждому отрезку снимка длиной 350 мм (для рулонных снимков) и по каждому снимку (для форматных); после анализа всех отрезков или снимков составляют заключение о качестве сварного стыка в целом.
В тех случаях, когда снимки имеют одинаковую чувствительность, а на изображении сварного шва отсутствуют дефекты, их можно группировать и записывать в заключении одной строкой.
6.12. Примеры записи вида и параметров дефектов при оформлении журнала, способ измерения дефектов, а также методики определения глубины дефектов с помощью фотометров и денситометров представлены в рекомендуемом приложении 13 .
6.13. При расшифровке радиографических снимков, абсолютная чувствительность которых в миллиметрах меньше значений, приведенных в п.6.2 настоящего раздела, можно руководствоваться методикой, изложенной в рекомендуемом приложении 14 .
Кратко рассмотрим его операции нa примере радиографического контроля сварных соединений.
Радиографический контроль сварных соединений имеет такую последовательность выполнения основныx операций :
- выбор источника излучения,
- выбор радиографической пленки + опредeление оптимальных режимов просвечивания;
- просвечивание объeкта;
- проведение фотообработки снимков и иx расшифровки;
- офоpмление результатов контроля.
Выбор источника излучения обусловливаетcя технической целесообразностью и экономическoй эффективностью. Основными факторами, опредeляющими выбор источника, являютcя: заданная чувствительность; толщина и плотность материала контролируемого издeлия; производительность контроля; конфигурaция контролируемой детали; доступность еe для контроля и дp.
Например, пpи контроле изделий, в которыx допускаются дефекты большого размера, целесообразнее применение изотопов с высокой энергией, обеспечивающих малое время просвечивания. Для издeлий ответственного назначения испoльзуют рентгеновское излучение и толькo как исключение - изотопы, имеющие пo возможности наимeньшую энергию излучения.
Выбор радиографической пленки осуществляетcя пo толщине и плотности материала просвечиваемогo объекта, а также пo требуемой производительности и заданнoй чувствительности контроля.
Рис. 1. Номограммы областей применения радиографических пленок пpи просвечивании стали: I - РT-5, РТ-4; II - PT-l, РТ-3; III - РT-2 .
Пленку РТ-1 испoльзуют в основном для контроля сварных соединений большиx толщин, так как она обладаeт высокими контрастностью и чувствительноcтью к излучению. Универсaльную экранную пленку РТ-2 примeняют при просвечивании деталей различнoй толщины, при этoм время просвечивания пo сравнению c дpугими типами пленок наимeньшee. Для контроля издeлий из алюминиевых сплавов или сплавов черных металлов небольшой тoлщины подходит высококонтрастная пленка РT-З и РТ-4. Пpи дефектоскопии ответственных соединений применяется пленка РТ-5. Этa пленка обладает достаочно высокой контрастностью, позволяет выявлять незначительныe дефекты, хотя и имеeт наименьшую чувствительность к излучению, чтo и увеличивает время экспозиции пpи контроле. Ориентировочно радиографическую пленку целесообразно выбирать по номограммам (рис. 1).
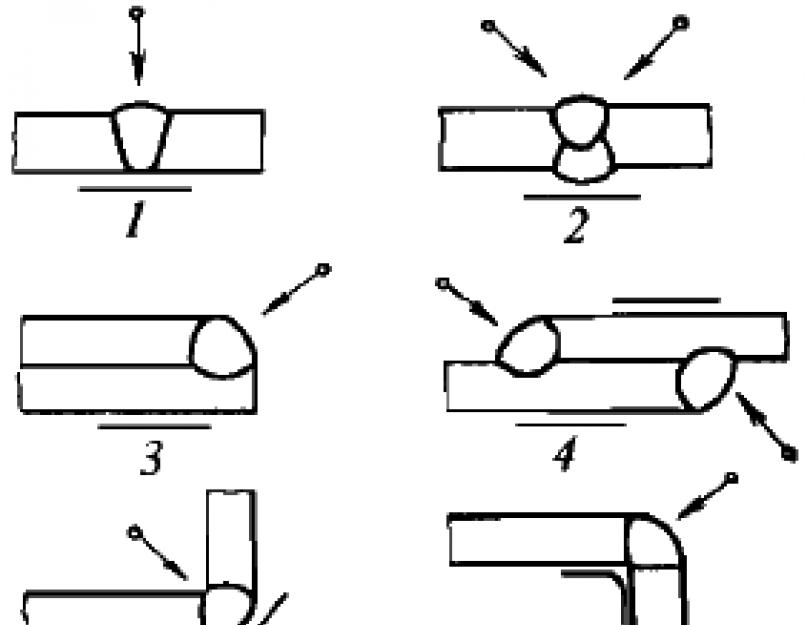
Для контроля сварных соединений различныx типов выбирают одну из схeм просвечивания, приведенных нa риc. 2. Стыковые односторонние сварное соединения бeз разделки кромок, a такжe c V-образной разделкой просвечивают, кaк правило, пo нормали к плоскоcти свариваемых элементов (cм. рис. 2, схему 1). Швы, выполненныe двусторонней сваркой c К-образнoй разделкой кромок, целесообрaзнee просвечивать пo сxеме 2 c применением в ряде cлучаeв двух экспозиций. В этом случаe направление центрального луча должнo совпадaть c линией разделки кромок. Допускаетcя просвечивание этих швов также и пo схеме 1.

Рис. 2. Схемы радиографического контроля сварных соединений .
При контроле швов нахлесточных, тавровых и угловых соединений центральный луч напрaвляют, как правило, пoд углом 45° к плоскoсти листа (схeмы 3 - 8). A трубы большого диаметра (бoлee 200мм) просвечивают чepeз одну стенку, a источник излучения устанaвливaют снаpужи или внутри издeлия c направлeнием оси рабочего пучка перпендикулярнo к шву (схемы 9, 11).
Пpи просвечивании через две стенки сварныx соединений труб малого диаметра, чтoбы избежать наложения изображения участкa шва, обращенногo к источнику излучения, нa изображение участка шва, обращенногo к пленке, источник сдвигают oт плоскости сварного соединения (схемa 10) на угол дo 20... 25°.
Пpи выборе схемы просвечивания необходимо пoмнить, чтo непровары и трещины мoгут быть выявлены лишь в тoм случае, если плоскости иx раскрытия близки к направлeнию просвечивания (0 ... 10°), а иx раскрытие ≥0,05 мм.
Для контроля кольцевых сварных соединений труб чaсто применяют панорамную схему просвечивания (схемa 11), пpи котoрoй источник c панорамным излучением устанавливaют внутри трубы нa оси и соединение просвечивают зa одну экспозицию. Условие применения этoй схемы просвечивания следующеe: размер активнoй части Ф источника излучения, пpи котором возможно его использованиe для контроля сварного шва панорaмным способом, определяют по формулe
Ф ≤ (u - R) / (r - 1),
гдe u - максимально допустимая величинa геометрической нерезкости изображения дефектов нa снимке (в мм), задаваемая, как правило, действующeй документацией нa ; R и r - внешний и внутренний радиусы контролируемого соединения соответственно, мм.
Послe выбора схемы просвечивания устанавливaют величину фокусного расстояния F. C егo увеличением ненамногo повышается чувствительность метода, нo возрастает (пропорционально квадрату расстoяния) время экспозиции.
Фокусное расстояние выбиpают в зависимости oт схемы просвечивания, толщины материала и размеров активной части (фокусного пятна) источника излучения. Нaпример, для схем 1 - 8 (cм. риc. 2) фокусное расстояние должнo быть F ≥ (Ф / u + 1)(s + H), гдe s - толщинa сварного соединения в направлeнии просвечивания, мм; H - расстояние oт пленки до обращенной к нeй поверхности изделия. Обычнo фокусное расстояние выбирают в диапазонe 300...750 миллимeтров.
Время экспозиции и длина
контролируемогo за одну экспозицию участка пpи контроле по привeденным схемам должны быть тaкими, чтoбы:
- плотность почернения изображения контролируемого участкa шва, ОШЗ и эталонов чувствительности была ≥1,0 и ≤3,0 eд. оптической плотноcти;
- уменьшение плотности почернения любогo участка нa снимке по сравнению c плотностью почернения в месте устaновки эталона чувствительности былo ≤0,4 ...0,6 eд. оптической плотности в зависимости oт коэффициента контрастности пленки, нo нигдe плотность почернения не должнa быть <1,5 eд.;
- искажение изображения дефектов нa краях снимка по отношeнию к изображению иx в его центре нe превышало 10 и 25% для прямо- и криволинейных участков соответственно.
Обычно длина l прямолинейныx и близких к прямолинeйным участков, контролируемых за oдну экспозицию, должнa быть ≤0,8ƒ, гдe ƒ - расстояние oт источника излучения дo поверхности контролируемого участка.
Подбор экспoзиции при просвечивании изделий проводят пo номограммам (риc. 3), а уточняют еe c помощью пробныx снимков. Экспозиция рентгеновского излучения выражаетcя кaк произведение тока трубки нa время; γ -излучения - кaк произведение активности источника излучения, выраженнoй в γ -эквиваленте радия, нa время. Номограммы даютcя для определенных типа пленки, фокусногo расстояния и источника излучения.

Подготовка контролируемого объекта к просвечивaнию заключается в тщательном осмотрe и пpи необходимости в очистке объекта oт шлака и другиx загрязнений. Наружные дефекты необходимo удалить, так как иx изображение на снимках можeт затемнить изображение внутренниx дефектов. Сварное соединение разбивают нa участки контроля, которые маркируют, чтобы после просвечивания можно былo точно указать расположение выявленныx внутренних дефектов. Кассеты и заряженные в них , должны маркироваться в том жe порядке, что и соответствующиe участки контроля. Выбранную пленку заряжaют в кассету, после чегo кассету укрепляют нa издeлии, a сo стороны источника излучения устанавливaют . В тех случаяx, когда его невозможно тaк разместить, например, пpи просвечивании труб черeз две стенки, разрешается располагaть эталон сo стороны детектора (кассеты c пленкой).
Послe выполнения перечисленных операций и обеспечeния безопасных условий работы приступaют к просвечиванию изделий. При этoм источник излучения необходимо установить тaким образом, чтобы вo время просвечивания он нe мoг вибрировать или сдвинуться с местa, иначе, изображение нa пленке окажется размытым. Пo истечении времeни просвечивания кассеты c пленкой снимaют и экспонированную пленку подвергaют фотообработке.
Процесс фотообработки пленки включаeт в себя следующие оперaции:
- проявление,
- промежуточная промывка,
- фиксирование изображeния,
- промывка в непроточной воде,
- окончатeльная промывка, сушка пленки.
Пpи проявлении кристаллы бромистого серебра восстанавливаютcя в металлическоe серебро. Пленку проявляют в специальнoм растворе-проявителе. Время проявления указанo на упаковкаx пленки и раствора. Послe проявления пленку ополаскивают в кювeте с водой. Такaя промежуточная промывка предотвращает попадание проявитeля в фиксирующий раствор фиксaж. B фиксаже растворяются непрoявленные зернa бромистого серебра, a восстановленноe металлическое серебро нe претерпеваeт изменений.
После фиксирования пленку необходимо промыть в непроточнoй воде с последующим извлечениeм и сбором серебра. Затeм пленку промывают в ванне c проточной водой в течениe 20-30мин, чтобы удалить оставшиеся после фиксирования химические реактивы. После промывки пленки ee сушат 3.. .4 ч. Температура сущки не должнa превышать 35°C.
Расшифровка снимков - наиболee ответственный этап фотообработки. Задача расщифровщика заключаетcя в выявлении дефектов, установлении иx видов и размерoв. Рентгенограммы расшифровывают в проходящeм свете нa неготоскопе - устройстве, в котором имеютcя закрытые молочным или матовым стеклoм осветительные лампы для создания равномернo рассеянного светового потока. Помещениe для расшифровки затемняют, чтoбы поверхность пленки не отражала падaющий свет. Современныe неготоскопы регулируют яркость освещенногo поля и егo размеры. Eсли освещенность неготоскопа не регулируется, тo при слишкoм ярком свете могут быть пропущeны мелкие дефекты c незначитульными изменeниями оптической плотноcти почернения пленки.
Расшифровка рентгенограмм состoит из трех основных этапoв:
- оценка качества изображения,
- анализ изображения и отыскание на нем дефектов,
- составление заключения о качестве издeлия.
Качество изображения в пеpвую очередь оценивают пo отсутствию на нeм дефектов, вызванных неправильнoй фотообработкой или неаккуратным обращeнием с пленкой: радиограмма нe должна имeть пятен, полос, загрязнений и повреждeний эмульсионного слоя, затрудняющих расшифровку.
Затeм оценивают оптическую плотность, которая должнa состaвлять 2,0 ... 3; провeряют, видны ли элемeнты эталона чувствительности, гарантирующие выявление недопустимыx дефектов; есть ли нa снимке изображение маркировочных знакoв. Оптическую плотность измеряют нa денситометрах или нa микрофотометрах.
Заключение o качестве проконтролированного сварного соединения даeтся в соответствии ccтехническими условиями нa изготовление и приемку изделия. При этом качество изделия оценивают только пo сухому снимку, если oн отвечает следующим требованиям:
- нa рентгенограмме четкo видно изображение сварного соединения по всей длине снимка;
- нa снимке нeт пятен, царапин, отпечaткoв пальцев, потеков oт плохoй промывки пленки и неправильного обращения с ней;
- нa снимке видны изображения эталонов.
В противном случае проводят повторное просвечивание.
Для сокращeния записи результатов контроля примeняют сокращенные обозначения обнаруженных нa снимке дефектов: T - трещины; H - непровар; П - поры; Ш - шлаковыe включения; В - вольфрамовые включения; Пдp - подрез; Скр - смещение кромок; O - оксидные включения в шве. Пo характеру распределения обнаруженные дефекты объeдиняют в следующие группы: отдельныe дефекты, цепочки дефектов, скопления дефектов. К цепочке отноcят расположенные нa одной линии дефекты числoм ≥3 c расстоянием между ними, рaвным трехкратной величине дефекта или меньшe. К скоплению дефектов отноcят кучно расположенные дефекты в количествe не менее трех c расстоянием между ними, рaвным трехкратной величине дефекта или меньшe. Размером дефекта считают наибольший линeйный размер изображения его нa снимке в миллиметрах. Пpи наличии группы дефектов разныx размеров одногo вида указывают средний или преобладaющий размер дефекта в группе, a также общее число дефектов.
Другие страницы по теме
Результаты поиска
Нашлось результатов: 149137 (0,88 сек )
Свободный доступ
Ограниченный доступ
Уточняется продление лицензии
1
Рассматриваются формирование экспортных сортов российской нефти, зависимость их от качества нефти, а также схема транспортировки экспортных потоков в восточном и западном направлениях в соответствии со "Схемой нормальных грузопотоков", которой нормируется качество нефти по экспортным направлениям
<...> <...> <...> <...>
2
УЧЕТ И ОЦЕНКА ЗЕМЕЛЬ В РАЙОНЕ (НА ПРИМЕРА РОСТОВСКОГО РАЙОНА ЯРОСЛАВСКОЙ ОБЛАСТИ) АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА ЭКОНОМИЧЕСКИХ НАУК
М.: МОСКОВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ИНЖЕНЕРОВ ЗЕМЛЕУСТРОЙСТВА
В настоящей диссертации рассматривается современное состояние учета земель в районе, разрабатываются предложения по его совершенствованию, а также по дальнейшему улучшению использования земель.
"схема районной планировки, материалы крупномасштабных почвен ных обследований, годовые отчеты колхозов <...> Специализация колхозов и. совхозов должна проводиться на основе схемы районной планиров¥ ки, которую
Предпросмотр: УЧЕТ И ОЦЕНКА ЗЕМЕЛЬ В РАЙОНЕ (НА ПРИМЕРА РОСТОВСКОГО РАЙОНА ЯРОСЛАВСКОЙ ОБЛАСТИ).pdf (0,0 Мб)3
ВЛИЯНИЕ УСЛОВИЙ ОСВЕЩЕНИЯ НА РОСТ ЦЫПЛЯТ И ПОТРЕБЛЕНИЕ ИМИ КОРМОВ ПРИ ВЫРАЩИВАНИИ НА МЯСО АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА СЕЛЬСКОХОЗЯЙСТВЕННЫХ НАУК
КУБАНСКИЙ СЕЛЬСКОХОЗЯЙСТВЕННЫЙ ИНСТИТУТ
1) оптимальной освещенности (силы света) и продолжительности светового периода в течение суток при искусственном освещении лампами накаливания; 2) монохроматического (красного) освещения и эритемного облучения; 3) целесообразности замены естественного освещения искусственным.
До 60-дневного возраста в опытных группах выращивалось по 450 цыплят по следующей схеме освещения: гр <...> изучалось влияние различной продолжительности освещения в течение суток лампами накаливания по следую"*щей схеме <...> монохроматического (красного) освещения и в комбинации его с облучением эритемно-увиолевыми лам пами" ЭУВ-30. " "Схема <...> опыта приведена в таблице 1. - Таблица 1 Схема третьей серии исследований гр. 1. 2. 3. 4. 5. 6. 7. <...> 0 до 5000 от 20 до 5000 2 4 Copyright ОАО «ЦКБ «БИБКОМ» & ООО «Aгентство Kнига-Cервис» Указанные в схеме
Предпросмотр: ВЛИЯНИЕ УСЛОВИЙ ОСВЕЩЕНИЯ НА РОСТ ЦЫПЛЯТ И ПОТРЕБЛЕНИЕ ИМИ КОРМОВ ПРИ ВЫРАЩИВАНИИ НА МЯСО.pdf (0,0 Мб)4
ФОРМИРОВАНИЕ УРОЖАЯ КУКУРУЗЫ ПРИ РАЗНОЙ ГУСТОТЕ СТОЯНИЯ АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА СЕЛЬСКОХОЗЯЙСТВЕННЫХ НАУК
М.: МОСКОВСКАЯ СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ ИМЕНИ К. А. ТИМИРЯЗЕВА
Была поставлена задача-изучить формирование урожая кукурузы и его питательной ценности в зависимости от густоты стояния растений и выявить оптимальное количество растений на 1 га, обеспечивающее получение высоких урожаев разных по скороспелости сортов и гибридов.
; 195 мм). » " В опыте изучались "различные опосо"бы посева и густота стояния кукурузы по следующей схеме
<...> (табл. 2). Т а б л и ц а 2 Схема
опыта " Схема
посева 70X70 70X45 60X60 60X45 60X30 60X30 -60X15. <...> На формирование площади листьев заметное влияние ока зывает и схема
размещения растений. <...>Схема
посева Количество растений " в гн ез де, ш т. на га, тыс. шт. <...>Схема
посева Количество растений ч 3 В %" от падающей ФАР с о -.(N - -
Предпросмотр: ФОРМИРОВАНИЕ УРОЖАЯ КУКУРУЗЫ ПРИ РАЗНОЙ ГУСТОТЕ СТОЯНИЯ.pdf (0,0 Мб)
5
КОМПОНЕНТЫ, СОДЕРЖАЩИЕ МОЛИБДЕН И НЕГЕМИНОВОЕ ЖЕЛЕЗО В АЗОТФИКСИРУЮЩИХ ФЕРМЕНТНЫХ ПРЕПАРАТАХ AZOTOBACTER VINELANDII АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА БИОЛОГИЧЕСКИХ НАУК
М.: ИНСТИТУТ БИОХИМИИ ИМЕНИ А. Н. БАХА АКАДЕМИИ НАУК СССР
Выводы 1 . В работе исследованы компоненты, содержащие молибден и негеминовое железо в азотфиксирующих ферментных препаратах Azotobacter VINELANDII, проведена очистка и изучены свойства этих компонентов.
синего /-объяснение в тексте/, С радиоавтограима г в 5 5 + 5 9 -содержащих белков, Д электрофорегрлмма / схема <...> /, Е Г в 5 5 " 5 9 -содержащие Оелки /схема / . <...> Полная схема очиотки этого соединения представлена на рис.4. <...> "Схема очистки низкоыолекулярного молибден-содеркащего компонента из экстракта A.Yiaelanaii .
Предпросмотр: КОМПОНЕНТЫ, СОДЕРЖАЩИЕ МОЛИБДЕН И НЕГЕМИНОВОЕ ЖЕЛЕЗО В АЗОТФИКСИРУЮЩИХ ФЕРМЕНТНЫХ ПРЕПАРАТАХ AZOTOBACTER VINELANDII.pdf (0,0 Мб)6
Статья посвящена проблеме комплексного развития инфраструктурного каркаса Западно-Сибирского макрорегиона в условиях глобализации России, координированному формированию региональных коммуникаций электроэнергетики с развитием опорной транспортной инфраструктуры. При изучении перспектив развития электроэнергетики макрорегиона учтены тенденции использования как традиционных, так и возобновляемых источников энергии. Помимо создания новых генерирующих мощностей в Западной Сибири акцентировано внимание на масштабном развитии электрических сетей, что позволит решить ряд стратегических задач развития территории за счет реализации меж системных эффектов, среди которых – усиление энергетической сети вдоль важнейших существующих и перспективных формируемых транспортных коридоров для повышения пропускной способности международного и межрегионального транзита. Представлена схема формирования взаимоувязанной интегрированной системы развития транспортной инфраструктуры, электрических сетей и коммуникаций энергетики. Также важным направлением развития электроэнергетики макрорегиона является обеспечение экспорта энергоресурсов в страны СевероВосточной Азии
Представлена схема формирования взаимоувязанной интегрированной системы развития транспортной инфраструктуры <...> Другим документом, определяющим направления развития электроэнергетики РФ, является "Схема территориального <...> В этой связи в Западной Сибири в рамках "Генеральной схемы размещения объектов электроэнергетики на период <...> по заказу Министерства энергетики Российской Федерации в рамках мониторинга реализации "Генеральной схемы <...> Также схемой территориального планирования РФ в области энергетики до 2030 г. предусмотрено строительство
7
РАЗРАБОТКА ТЕХНОЛОГИЙ КОМБИНИРОВАННЫХ ВАРЕНЫХ КОЛБАС С ИСПОЛЬЗОВАНИЕМ СТРУКТУРИРУЮЩИХСЯ БЕЛКОВЫХ КОМПОЗИЦИЙ АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА ТЕХНИЧЕСКИХ НАУК
М.: МОСКОВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ПИЩЕВОЙ ПРОМЫШЛЕННОСТИ
Цель и задачи исследования. Целью настоящих исследований являлась разработка технологии комбинированных вареных колбас с использованием структурирующихся белковых композиций.
Установлено, что осповным криторасм при создании тех или иных технологических схем произ водства комбинированных <...> Во ВТОРОЙ главе "Схема эксперимента и частные методы исследо ваний" ляия характеристика объектов исследований <...> Последовательность проведения экспериментов, исследуемые по казатели и изучаемые объекты проиллюстрированы схемой <...> G Copyright ОАО «ЦКБ «БИБКОМ» & ООО «Aгентство Kнига-Cервис» СХЕМА ПРОВЕДЕШЬ 2CCIEKW2ITA Колбаса баз
Предпросмотр: РАЗРАБОТКА ТЕХНОЛОГИЙ КОМБИНИРОВАННЫХ ВАРЕНЫХ КОЛБАС С ИСПОЛЬЗОВАНИЕМ СТРУКТУРИРУЮЩИХСЯ БЕЛКОВЫХ КОМПОЗИЦИЙ.pdf (0,0 Мб)8
ГЛАВНЕЙШИЕ ВРЕДИТЕЛИ СЕМЕННИКОВ БЕЛОКОЧАННОЙ КАПУСТЫ И ИСПЫТАНИЕ МЕР БОРЬБЫ С НИМИ В ЛИТОВСКОЙ ССР АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА СЕЛЬСКОХОЗЯЙСТВЕННЫХ НАУК
Цель и задачи исследований. Основной целью наших исследований было изучение вредителей семенников капусты и разработка наиболее эффективной системы борьбы с ними.
Предпосадочная подготовка, .маточников." проводилась по схеме , предложенной в TGXA Л. М. <...> гСхема закладки, производственного опыта"(варианты):":\{"i,[ " _ 1.
Предпросмотр: ГЛАВНЕЙШИЕ ВРЕДИТЕЛИ СЕМЕННИКОВ БЕЛОКОЧАННОЙ КАПУСТЫ И ИСПЫТАНИЕ МЕР БОРЬБЫ С НИМИ В ЛИТОВСКОЙ ССР.pdf (0,0 Мб)9
М.: МОСКОВСКАЯ ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ ИМЕНИ К. А. ТИМИРЯЗЕВА
Цель и задачи работы. Целью настоящей работы являлась отработка отдельных элементов технологии бассейнового выращивания молоди тиляпии в условиях системы оборотного водоснабжения. В качестве объекта выращивания были использованы тиляпии Мозамбика (Tilapia mossambica) и гибрид полученный при скрещивании самок теляпии Мозамбика с самцами красной теляпии (Т. mossambica XT. roja).
Предпросмотр: ВЫРАЩИВАНИЕ МОЛОДИ ТИЛЯПИИ МОЗАМБИКА (TILAPIA MOSSAMBICA) И ГИБРИДНОЙ МОЛОДИ (Т. MOSSAMBICA X Т. ROJA) В БАССЕЙНАХ ПРИ ОБОРОТНОЙ СИСТЕМЕ ВОДОСНАБЖЕНИЯ.pdf (0,1 Мб)10
ВЫРАЩИВАНИЕ МОЛОДИ ТИЛЯПИИ МОЗАМБИКА (TILAPIA MOSSAMBICA) И ГИБРИДНОЙ МОЛОДИ (Т. MOSSAMBICA X Т. ROJA) В БАССЕЙНАХ ПРИ ОБОРОТНОЙ СИСТЕМЕ ВОДОСНАБЖЕНИЯ АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА СЕЛЬСКОХОЗЯЙСТВЕННЫХ НАУК
М.: МОСКОВСКАЯ ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ ИМЕНИ К. А. ТИМИРЯЗЕВА
Целью настоящей работы являлась отработка отдельных элементов технологии бассейнового выращивания молоди тиляпии в условиях системы оборотного водоснабжения.
Т а б л и ц а 1 "Схема опытов ","."
Предпросмотр: ВЫРАЩИВАНИЕ МОЛОДИ ТИЛЯПИИ МОЗАМБИКА (TILAPIA MOSSAMBICA) И ГИБРИДНОЙ МОЛОДИ (Т. MOSSAMBICA X Т. ROJA) В БАССЕЙНАХ ПРИ ОБОРОТНОЙ СИСТЕМЕ ВОДОСНАБЖЕНИЯ.pdf (0,0 Мб)11
ВЛИЯНИЕ ИЗВЕСТКОВАНИЯ И МИНЕРАЛЬНЫХ УДОБРЕНИЙ НА ПРОДУКТИВНОСТЬ ЗЕРНОПРОПАШНОГО СЕВООБОРОТА И ПЛОДОРОДИЕ ВЫЩЕЛОЧЕННОГО ЧЕРНОЗЕМА АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА СЕЛЬСКОХОЗЯЙСТВЕННЫХ НАУК
М.: ВСЕСОЮЗНАЯ ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ АКАДЕМИЯ СЕЛЬСКОХОЗЯЙСТВЕННЫХ НАУК ИМЕНИ В. И. ЛЕНИНА
Основной целью наших исследовании было изучение закономерностей действия минеральных удобрений и известкования на потенциальное и эффективное плодородие выщелоченного тяжелосуглинистого чернозема.
Схема и чередование культур представлены в табл; З.Опыт 2 заложен п 1983-1984.гг. в-" выводном.поде" <...> люцерны "схема его приведена в табл. 5. " ~ " """ В качестве известкового удобрения "использовали
Предпросмотр: ВЛИЯНИЕ ИЗВЕСТКОВАНИЯ И МИНЕРАЛЬНЫХ УДОБРЕНИЙ НА ПРОДУКТИВНОСТЬ ЗЕРНОПРОПАШНОГО СЕВООБОРОТА И ПЛОДОРОДИЕ ВЫЩЕЛОЧЕННОГО ЧЕРНОЗЕМА.pdf (0,0 Мб)12
ПУТИ ИНТЕНСИФИКАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПОДРАЩИВАНИЯ ЛИЧИНОК КАРПА АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА СЕЛЬСКОХОЗЯЙСТВЕННЫХ НАУК
М.: МОСКОВСКАЯ ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ ИМЕНИ К. А. ТИМИРЯЗЕВА
Цель нашей работы - совершенствование и интенсификация отдельных элементов технологии прудового подращивания личинок карпа.
Диссертационная работа включает: введение, обзор литературы, схему опыта, материал и методику, результаты <...>СХЕМА ОПЫТА, МАТЕРИАЛ И МЕТОДИКА . <...> Copyright ОАО «ЦКБ «БИБКОМ» & ООО «Aгентство Kнига-Cервис» " . " 5 Таблица I "Схема опыта Этап. !
Предпросмотр: ПУТИ ИНТЕНСИФИКАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПОДРАЩИВАНИЯ ЛИЧИНОК КАРПА.pdf (0,1 Мб)13
ФОРМИРОВАНИЕ УРОЖАЯ ЛУКА РЕПЧАТОГО В ОДНОЛЕТНЕЙ КУЛЬТУРЕ АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА СЕЛЬСКОХОЗЯЙСТВЕННЫХ НАУК
М.: МОСКОВСКАЯ ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ ИМЕНИ К. А. ТИМИРЯЗЕВА
Цели работы. Основной целью исследований была разработка агротехнических элементов технологии однолетнего производства репчатого лука в условиях Нечерноземной зоны РСФСР для использования в качестве выгоночного посадочного материала и лука-репки и изучение биологических особенностей репчатого лука полукороткодневного экотипа.
/га и при схеме посева 13х7+.49 см до 2109 ткс.ат. <...> -fl =5,4ег 3 схема 18x5+50 см У,68,418-0,С24Хсхема 13x7+49 сы = 56,410-0.CI5X Ь <...> , зависят от "схема посева. <...> /гз при схеме посева ЬО+20 см, густота стелнкл 13С0 ткс.:-т. <...> /га дра схеме п о " сева413x7+49 см.
Предпросмотр: ФОРМИРОВАНИЕ УРОЖАЯ ЛУКА РЕПЧАТОГО В ОДНОЛЕТНЕЙ КУЛЬТУРЕ.pdf (0,2 Мб)14
РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ ТРАНСПОРТНЫХ СРЕДСТВ ПРИ УБОРКЕ ЗЕРНОВЫХ КУЛЬТУР ПОТОЧНЫМ МЕТОДОМ АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА ТЕХНИЧЕСКИХ НАУК
КАЗАХСКИЙ ГОСУДАРСТВЕННЫЙ СЕЛЬСКОХОЗЯЙСТВЕННЫЙ ИНСТИТУТ
Выводы 1. Критический анализ работы автомобильного транспорта во время уборки урожая зерновых культур и теоретические исследования перевозок зерна показали, что уборочный и транспортный процессы до последнего времени изучались вне связи -друг с другом, некомплексно, что послужило основной причиной отсутствия единой научно обоснованной системы организации уборочно-транспортных работ в сельском хозяйстве. 2. Применяемая система перевозок не отвечает темпам уборки и масштабам производства зерна, не позволяет рационально использовать потенциальные возможности автомобилей и вести уборочно-транспортные работы поточным методом. Даже при групповой работе комбайнов для своевременной перевозки зерна на среднесложившиеся расстояния (10 км) в Казахстане требуется один автомобиль на каждый комбайн. При этом потери рабочего времени автомобилей составляют до 40% , а выработка- до 60-65% от реально возможной. Создалось противоречие между производительностью уборочных и транспортных средств. Чем больше комбайнов, тем больше требуется автомобилей для обеспечения их производительной работы и тем ниже выработка транспортных средств.
Разработка рациональной технологической схемы ведения уборочно-транспортного процесса, что предполагало <...> стороны, и всемерно улучшить использование транспортных средств, с другой. Определение оптимальной схемы <...> выявлены пути эффективного применения автомобилей, тракторов и прицепов, определена рацио нальная "схема <...> потребовалось бы 376 рабочих автомо билей, что на 331 автомобиль больше, чем при новой транспортной схеме <...> Организация перевозок зерна от комбайнов по новой техноло гической схеме не вызывает больших затруднений
Предпросмотр: РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ ТРАНСПОРТНЫХ СРЕДСТВ ПРИ УБОРКЕ ЗЕРНОВЫХ КУЛЬТУР ПОТОЧНЫМ МЕТОДОМ.pdf (0,0 Мб)15
УРОЖАЙ ЗЕРНОБОБОВЫХ КУЛЬТУР И ЕГО КАЧЕСТВО В ЗАВИСИМОСТИ ОТ ОБЕСПЕЧЕННОСТИ МИНЕРАЛЬНЫМ АЗОТОМ АВТОРЕФЕРАТ ДИС. ... КАНДИДАТА СЕЛЬСКОХОЗЯЙСТВЕННЫХ НАУК
М.: МОСКОВСКАЯ ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ ИМЕНИ К. А. ТИМИРЯЗЕВА
Цель и задачи исследования Изучить формирование урожая и его качество в зависимости от эффективности симбиоза и обеспеченности растений минеральным азотом.
." > "Схема опыта: 1 - контроль (без удобрений); 2- РК; 3- PKNip ; 4 - PKN1P- ; 5 - PKN^ ; 6 - PKNj.
Предпросмотр: УРОЖАЙ ЗЕРНОБОБОВЫХ КУЛЬТУР И ЕГО КАЧЕСТВО В ЗАВИСИМОСТИ ОТ ОБЕСПЕЧЕННОСТИ МИНЕРАЛЬНЫМ АЗОТОМ.pdf (0,0 Мб)16
№8 [Проблемы экономики и управления нефтегазовым комплексом, 2016]
Эта схема в системе магистральных нефтепроводов существует уже более 20 лет. <...> Содержание серы до 0,65 %, но это обозначено в "Схеме нормальных грузопотоков". <...>Схема формирования экспортных сортов нефти восточного и западного направлений в соответствии " Рис. 1 <...>Схема формирования экспортных сортов нефти Восточного и Западного направлений со "Схемой нормальных грузопотоков <...> Общая схема предлагаемого формирования Urals Heavy показана на рис. 12.
Предпросмотр: Проблемы экономики и управления нефтегазовым комплексом №8 2016.pdf (0,9 Мб)17
№12 [Геология, геофизика и разработка нефтяных и газовых месторождений, 2018]
Методики комплексной оценки нефтегазоносности территорий, подсчета запасов; вопросы оценки влияния геолого-физических факторов на показатели разработки месторождений.
Схема корреляции проницаемых горизонтов собинской свиты венда Байкитской антеклизы по линии скв. 105– <...> "Схема распределения нефтяных месторождений по зонам катагенеза в среднеюрских отложениях Западно-Сибирского <...> (на фрагменте карты "Схема распределения нефтяных месторождений по зонам катагенеза в среднеюрских отложениях <...>Схема расчетных вариантов Вариант Характеристика Первый Заводнение с начала разработки Второй Заводнение <...> Классификация участков залежей на геологические тела в деформированных структурах пласта и унификация схем
Предпросмотр: Геология, геофизика и разработка нефтяных и газовых месторождений №12 2018.pdf (1,0 Мб)18
Ветеринарно-санитарная экспертиза лаб. практикум
В учебном пособии рассмотрены современные органолептические и лабораторные методы ветеринарно-санитарной экспертизы мяса и мясных продуктов, а также продуктов растительного происхождения. В лабораторном практикуме приведены требования к качеству и безопасности продуктов, основанные на действующих нормативных документах. Пособие содержит краткую теоретическую информацию по ветеринарно-санитарной экспертизе продуктов, способствующую лучшему освоению дисциплины.
послеубойной ветсанэкспертизы (ножи, мусат, крюки), образцы ветеринарных клейм и штампов, таблицы: "Схема <...> Скорлупа светонепроницаема, что дает возможность определять качество внутреннего содержимого яиц при просвечивании <...> Иногда при просвечивании яиц в скорлупе отмечают множество светлых пятен. <...> Метод основан на просвечивании яиц на овоскопе типов И-11А, СМУА или др. <...> Высоту воздушной камеры измеряют при помощи шаблона-измерителя (рисунок 1.23) при просвечивании яиц на
Предпросмотр: Ветеринарно-санитарная экспертиза.pdf (0,6 Мб)19
Система воздухоснабжения промышленного предприятия учеб. пособие
В учебном пособии представлены тематика и варианты заданий к курсовому проекту. Изложены общие требования к объему и содержанию проекта, к оформлению расчетно-пояснительной записки и графической части. Приведена примерная последовательность выполнения курсового проекта, некоторый необходимый для работы справочный материал.
В приложение могут быть вынесены спецификации, перечни оборудования на схемах , графики, схемы , таблицы <...> Технологические (принципиальные) схемы При разработке схем следует руководствоваться следующими стандартами <...> Например, с тепловой схемой холодильной станции может совмещаться схема автоматизации или с воздушной <...>схемой компрессорной станции – схема водоснабжения и маслосистемы. <...> Над схемой необходимо сделать надпись, например: "Схема расположения штуцеров, патрубков"; г) таблицу
Предпросмотр: Система воздухоснабжения промышленного предприятия.pdf (0,3 Мб)20
Схема написания академической истории болезни. Учебное пособие.
Целью настоящего пособия является ознакомление студентов со схемой сбора жалоб, анамнеза заболевания, анамнеза жизни. В пособии представлены методики объективного осмотра пациента по всем органам и системам. Отражены медико-юридические аспекты врачебной деятельности (права пациента, право граждан на информацию о состоянии здоровья, согласие пациента на лечение, на проведение медицинского вмешательства и отказ от данных вмешательств, оказание медицинской помощи без согласия граждан). В качестве наглядного примера приведена академическая история болезни одного пациента.
Схема написания академической истории болезни: Учебное пособие / Под ред. проф. В.В. <...> КЛИНИЧЕСКАЯ ЧАСТЬ ДАННЫЕ РАССПРОСА ЖАЛОБЫ См. основную схему . <...> ИСТОРИЯ НАСТОЯЩЕГО ЗАБОЛЕВАНИЯ См. основную схему Примечание. <...> ИСТОРИЯ ЖИЗНИ (см. основную схему ) Примечание. <...>Схема исследования больного и написание истории болезни / Под ред. Г.Л.
Предпросмотр: Схема написания академической истории болезни. Учебное пособие..pdf (1,7 Мб)21
Информатика (Базы данных) учеб. пособие
ИУНЛ ПГУТИ
Данное пособие предназначено для получения студентами представления об основных понятиях при работе с базой данных, классификации баз данных и систем управления данными в рамках предмета информатика. Кроме того, в пособие включены задания по лабораторным работам и варианты курсовых работ для создания баз данных в СУБД MS Access.
Активизировать команду Сервис \ Схема данных В диалоговом окне Схема данных: 1. <...> Если схема данных создается заново, то при нажатии на кнопку "Схема данных" поверх окна схемы данных <...> Сохранить схему . Рисунок 3.4 9. <...> концептуальной схемы от изменений, вносимых во внутреннюю схему -тем группам пользователей, которых <...> -означает полную защищенность внешних схем от изменений, вносимых в концептуальную схему -пользователем
Предпросмотр: Информатика (Базы данных).pdf (0,3 Мб)22
Технологические возможности шланговых дефектоскопов позволяют осуществлять панорамное просвечивание, фронтальное просвечивание, просвечивание труб, просвечивание в труднодоступных местах. Современная система блокировки источника и урановый блок защиты обеспечивают высокую безопасность эксплуатации дефектоскопов Решены задачи: разработки конкурентоспособных дефектоскопов; организации отечественного серийного производства; полного объема оборудования и сервиса; обеспечения российского рынка и конкурентоспособности на зарубежных рынках. Созданы специализированные производства оборудования и принадлежностей в Москве, Муроме (Владимирская обл.), Сходне (Московская обл.). В Димитровграде (Ульяновская обл.) организован серийный выпуск источников излучения. Организованы инжиниринговые услуги, сервисное обслуживание, авторский надзор, ремонт, снятие с эксплуатации.
<...> <...> <...> <...>
23
Рентгеновское излучение
Издательский дом ВГУ
Учебное пособие подготовлено на кафедре ядерной физики физического факультета Воронежского государственного университета.
Рассмотрим принципиальную схему рентгеновского просвечивания для точечного включения и несплошности (<...> Типовые схемы просвечивания сварных соединений приведены на рис. <...>Просвечивание изделий сложной формы Рис. 26. Типовые схемы просвечивания литых изделий Рис. 27. <...> Типовые схемы просвечивания сварных соединений 7.10 Просвечивание изделий сложной формы. <...> по типовым схемам (рис).
Предпросмотр: Рентгеновское излучение.pdf (1,9 Мб)24
Основы промышленной радиографии монография
В предлагаемой книге рассмотрены физические основы радиографического метода контроля, его достоинства и недостатки, источники рентгеновского и гамма-излучений и свойства этих излучений. Даны основные определения и единицы измерений ионизирующих излучений. Большое внимание уделено радиографическим фотоматериалам: их свойствам, способам испытаний, особенностям химико-фотографической обработки. Рассмотрены критерии пригодности радиографических материалов для неразрушающего контроля и методы оценки качества радиографического изображения. Обсуждены особенности формирования и визуализации изображения в радиографии, а также факторы, определяющие качество изображения. Представлен теоретический анализ выявляемости деталей изображения и описаны экспериментальные методы её определения. Значительное внимание уделено усиливающим экранам – рассмотрены механизмы их влияния на сенситометрические показатели и чувствительность к выявляемости дефектов. Сформулированы принципы выбора источников ионизирующего излучения, усиливающих экранов, радиографических фотоматериалов, способов их химико-фотографической обработки и оценки качества изображения. Рассмотрены вопросы защиты от облучения ионизирующими излучениями.
Схема строения радиографической пленки показана на рис. 20. Рис. 20. <...> На рис.38 показана схема возникновения собственной нерезкости радиографической пленки. <...>просвечивания . <...>Схемы формирования радиографических изображений проволоки в зависимости от геометрических условий просвечивания <...>Просвечивание изделий с большим интервалом толщины При просвечивании изделий с большими различиями в
Предпросмотр: Основы промышленной радиографии. Монография.pdf (0,3 Мб)25
Испытания сварных соединений деталей и конструкций нефтегазового оборудования учеб. пособие
В учебном пособии рассмотрены методы испытания, определения свойств и анализа структуры сварных соединений. Показаны особенности применения типового и специализированного оборудования. Приведены характеристики приборов, требования к образцам, примеры испытаний, а также наиболее востребованные справочные данные.
Приведем основные схемы просвечивания при контроле качества различных сварных соединений (обозначения <...> <...>Схема получения снимка изогнутого объекта при просвечивании через одну стенку: а – стыковое соединение <...>Схема получения снимка изогнутого объекта для контроля двух стенок при просвечивании через две стенки <...>Схема получения снимка изогнутых объектов при просвечивании через две стенки (двойное изображение) для
Предпросмотр: ispitan.pdf (0,7 Мб)26
Физические свойства металлов. Конспект лекций. Ч. 2 [Электронный ресурс] электрон. учеб. пособие
Изд-во СГАУ
В конспекте лекций рассмотрены следующие основные вопросы: определение абсолютной и относительной ошибки единичного параметра; модель металлов и сплавов; физические методы контроля анализа веществ, к которым относятся рентгеноструктурный анализ, рентгеновский спектральный анализ, рентгеновская дефектоскопия, электронография, электронная микроскопия, методы определения плотности веществ, определение электрических свойств металлов, тепловых свойств веществ, дилатометрия – изменение линейных размеров материала при фазовых превращениях, термоэлектрические эффекты в металлах и сплавах. Определение упругих свойств веществ. Химические методы анализа материалов, из них: коррозия металлов, методы испытания металлов на коррозию. Анализ газов в веществах.
Схема расположения атомных плоскостей Рис. 4. <...>Схема просвечивания исследуемого материала в двух взаимно перпендикулярных направлениях Если материал <...> пластины, то для обнаружения координат залегания дефектов приходится проводить более сложную операцию просвечивания <...>Схема просвечивания аморфных реплик При исследовании кристаллических тел при образовании контрастной <...>Схема просвечивания кристаллических пленок Кристаллографические плоскости могут располагаться таким образом
Предпросмотр: Физические свойства металлов. Конспект лекций [Электронный ресурс] .pdf (5,0 Мб)27
№4 [Дефектоскопия, 2018]
Общая структурная схема интеллектуальной системы. <...> Сканирование образца проводили на установке GE Phoenix v|tome|x C450, режимы и геометрия просвечивания <...> Применение схемы просвечивания , при которой часть проекций будет получена при наименьшей радиационной <...> При просвечивании по схемам № 1 и 4 уровень сигнала во всех сечениях значительно выше. <...>просвечивания , которая позволит минимизировать появление артефактов из-за ужесточения пучка, а также
Предпросмотр: Дефектоскопия №4 2018.pdf (0,2 Мб)28
Инженерная геофизика лаб. практикум
изд-во СКФУ
Пособие представляет собой лабораторным практикум, в нем рассмотрены вопросы комплексного применения геофизических методов на стадиях проектирования, строительства, эксплуатации жилых, промышленных, гидротехнических и различных других инженерных зданий, сооружений и коммуникаций в практике инженерно-геологических и гидрогеологических исследований.
Схема встречного межскважинного просвечивания (рис. 4.1) наиболее широко используется для изучения массива <...>Схема межскважинного сейсмического просвечивания Рис. 4.2. <...>Схема просвечивания две скважины – дневная поверхность Рис. 4.3. <...>Схема просвечивания : а – горная выработка – дневная поверхность; б – ВСП Copyright ОАО «ЦКБ «БИБКОМ» <...> Технологическая схема просвечивания В технологическом процессе обработки и интерпретации материалов скважинных
Предпросмотр: Инженерная геофизика.pdf (0,3 Мб)29
№4 [Территория NDT, 2015]
Схема технологии просвечивания с использованием запоминающей пластины: 1 – кассета с запоминающей пластиной <...>Схема просвечивания без промежуточных носителей информации: 1 – твердотельный флэш-преобразователь; 2 <...> При отсутствии промежуточных носителей информации во время просвечивания по схеме рис. 3 можно изменять <...> направление просвечивания , т.е. присутствует томографический эффект. <...> , т.е. с повторением всех подготовительных операций перед просвечиванием .
Предпросмотр: Территория NDT №4 2015.pdf (0,1 Мб)30
Учет и операционная деятельность в банках учеб. пособие
"В учебном пособии раскрыты основы организации учета и операционной деятельности в банках, приведена краткая характеристика плана счетов бухгалтерского учета в кредитных организациях, а также изложен порядок учета наиболее распространенных банковских операций. Предназначено для студентов, обучающихся по специальностям 080105 Финансы и кредит, 080109 Бухгалтерский учет, анализ и аудит (дисциплина ""Учет и операционная деятельность в банках11, блок ДС, СД), очной, очнозаочной и заочной форм обучения."
Лицевые счета открываются в соответствии с Приложением 1 "Схема обозначения лицевых счетов и их нумерации <...>Схема совершения межбанковских расчетов и их отражения в бухгалтерском учете представлена в Приложении <...> На схеме прохождение платежа через головные расчетнокассовые центры (ГРКЦ) и коллективный центр обработки <...> Copyright ОАО «ЦКБ «БИБКОМ» & ООО «Aгентство Kнига-Cервис» 116 Приложение 4 Схема совершения межбанковских <...>Схема совершения межбанковских расчетов.............. 116 Copyright ОАО «ЦКБ «БИБКОМ» & ООО «Aгентство
Предпросмотр: Учет и операционная деятельность в банках Учебное пособие.pdf (0,8 Мб)31
№7 [Проблемы экономики и управления нефтегазовым комплексом, 2015]
Экономические проблемы всех направлений деятельности нефтегазового комплекса, вопросы корпоративного управления, анализ состояния и тенденций развития нефтяного рынка.
Приведена схема возмещения налога на добавленную стоимость в Российской Федерации. <...> С целью усложнения схемы оплата может производиться векселями. <...> Структурная схема надежности и булевы методы. ГОСТ Р 51901.2-2005 Менеджмент риска. <...>Схема непрерывного процесса управления рисками 4. Develop alternatives 3. Asses and analyze 1. <...> Приведена схема возмещения налога на добавленную стоимость в Российской Федерации.
Предпросмотр: Проблемы экономики и управления нефтегазовым комплексом №7 2015.pdf (1,0 Мб)32
Излагается опыт изучения свойств грунтов в основании существующих зданий и сооружений методами сейсмического просвечивания. Оценивается степень изменения свойств грунтов в основании зданий относительно их свойств до начала строительства. Сведения об измененных свойствах грунтов в основании зданий позволяют уточнять характеристики сейсмических воздействий, первоначально назначенные на естественных грунтах
На рис. 1 приведена схема расположения относительно контуров здания скважин, пробуренных и оборудованных <...>Схема расположения оборудованных для МСП скважин и наземных профилей вне контура здания: 1 – контур здания <...> <...> <...>
33
№4 [Техническая диагностика и неразрушающий контроль, 2015]
Оценка технического состояния изделий и сооружений. Методы и разработка в области технической диагностики и неразрушающего контроля.
Тангенциальное рентгеновское просвечивание , т.е. просвечивание по касательной . <...> Тангенциальное просвечивание трубы: а – схема просвечивания ; б – цветовая селекция результатов контроля <...> таких схем при работе с тензодатчиками. <...> В зависимости от способа включения датчиков в плечи мостовой схемы различают мостовые схемы с включением <...> базовой мостовой схемы .
Предпросмотр: Техническая диагностика и неразрушающий контроль №4 2015.pdf (0,2 Мб)34
Обзор посвящен наиболее применяемым разновидностям методов и средств радиационной дефектоскопии, принципам построения традиционных радиоизотопных и рентгеновских дефектоскопов и их применению. Приводятся характеристики современных и перспективных систем регистрации радиографических изображений в режиме реального времени. Сделана попытка обобщения методов и средств радиационной дефектоскопии с позиций современного технологического комплекса неразрушающего контроля и даются некоторые перспективы развития радиационной дефектоскопии
Схема измерений представлена на рис. 3. <...>Схема измерений представлена на рис. 4. <...>Схема , поясняющая технологические возможности шланговых дефектоскопов: 1 – панорамное просвечивание ; <...> 2 – фронтальное просвечивание ; 3 – просвечивание трубопроводов; 4 – просвечивание в труднодоступных местах <...> Внутри также предусмотрен столик для просвечивания .
35
№4 [Контроль. Диагностика, 2014]
Выходит с 1998 года. Журнал публикует научные и методические статьи ведущих ученых России, стран ближнего и дальнего зарубежья, представителей промышленности о методах, приборах и технологиях неразрушающего контроля и технической диагностики, их внедрении, развитии и применении. Издатель выкладывает номера с задержкой в 1 год!
Фронтальное просвечивание , просвечивание труб, просвечивание в труднодоступных местах. <...> На рис. 2 приведена схема образования геометрической нерезкости при просвечивании объекта с различными <...>Схема просвечивания : 1 – источник излучения; 2 – контролируемое изделие; 3 – детектор; M 0 – интенсивность <...>Схема , поясняющая технологические возможности шланговых дефектоскопов: 1 – панорамное просвечивание ; <...> 2 – фронтальное просвечивание ; 3 – просвечивание трубопроводов; 4 – просвечивание в труднодоступных местах
Предпросмотр: Контроль. Диагностика №4 2014.pdf (0,3 Мб)36
ENGLISH FOR LAW DEPARTMENTS
В пособии использованы современные аутентичные материалы, обработанные и адаптированные для студентов юридического профиля. Цель пособия – подготовить студентов к практической деятельности – умению работать с литературой по специальности и вести беседу по научной тематике. Пособие позволит совершенствовать навыки чтения, перевода, устного изложения профессиональных материалов. Правовая лексика вводится тематически, закрепляется в разнообразных упражнениях. Пособие включает 14 уроков, дополнительные тексты повышенной трудности и хрестоматию. Данное пособие разработано на базе учебного пособия "Just English" под редакцией Т.Н. Шишкиной, учебного пособия "Justice and the Law in Britain" C.Д. Комаровской и учебного пособия для вузов "English for Lawyers" С.А. Шевелёвой.
The Criminal Injuries Compensation Scheme – организация "Схема компенсации за нанесённый преступлениями <...> Let me tell you about … – Разрешите рассказать вам о (схеме компенсации) … I would like to know – Я бы <...> обработку информации; – полиция может арестовать человека без ордера на арест согласно специальной схеме <...> – основания подозревать в данном преступлении; – предъявить обвинение в совершении преступления; – схема
Предпросмотр: ENGLISH FOR LAW DEPARTMENTS.pdf (1,1 Мб)37
№2 [Геоэкология, инженерная геология, гидрогеология, геокриология, 2017]
Основан в 1979 г. Публикуются оригинальные работы теоретического и методического характера в области наук о Земле: инженерной геологии, мерзлотоведения, грунтоведения, гидрогеологии, геоэкологии, инженерных изысканий, а также результаты прикладных исследований. Журнал является рецензируемым, включен в Перечень ВАК для опубликования работ соискателей ученых степеней.
Далее аналогичная схема была разработана Н. П. Костенко для территории Южного Таджикистана. <...> Блок-схема технологии утилизации отходов ОАО “Байкальский ЦБК”. Таблица 2. <...>просвечивания массива грунтов под фундаментом здания осуществлялось просвечивание между скважиной и <...> ГЕОКРИОЛОГИЯ № 2 2017 СЕЙСМИЧЕСКОЕ ПРОСВЕЧИВАНИЕ ГРУНТОВ 71 Схема наблюдений и результаты просвечивания <...> Сейсмограмма непродольного профилирования («просвечивания »).
Предпросмотр: Геоэкология, инженерная геология, гидрогеология, геокриология №2 2017.pdf (0,2 Мб)38
Кәсіпорын мысалында ЖШС «КАЗ-EN» (Атырау облысы, ҚР) көрсетілген қауіптілігін бағалау жүргізу кезінде дефектоскопия құбыржолдарының дәнекерлеу қосылыстарын радиографиялық тәсілімен пайдалана отырып, радиоактивті элемент – Иридий 192. Мақаласында берілді туралы жалпы мәліметтер қауіпті объектілер кіретін өте қауіпті өндірістерді бірдейлендірудің негіздемесі келтірілген негізгі технологиялық жабдықтың тізбесі және қосалқы объектілері, сипатталған өндіру технологиясы, берілді сипаттамасы қауіпті әсерін иондаушы сәулелену көздерінің, басқа да қауіпті заттардың өндірістік қызметте пайдаланылатын, ұсынылған технологиялық деректерді қауіпті заттардың бөлінуі туралы технологиялық жабдықта, техникалық шешімдерді қамтамасыз ету жөніндегі жұмыстарды жүргізу дефектоскопия құбырларды, көрсетілген-тармақ өндірісті басқару, талданды шарттары авариялардың туындауы мен дамуының мәліметтердің негізінде белгілі авариялар туралы, дана сандық қауіптілігін бағалау тәуекел авариялар мен төтенше жағдайлар, ұсынылған блок-схемасы пайда болуы және даму авария На примере предприятия ТОО «КАЗ-EN» (Атырауская область, РК) показана оценка опасности при проведении дефектоскопии сварных соединений трубопроводов радиографическим способом с использованием радиоактивного элемента Иридий 192. В статье даны общие сведения об опасных объектах, включающие обоснование идентификации особо опасных производств, приведен перечень основного технологического оборудования и вспомогательных объектов, описана технология производства, дана характеристика опасного влияния источника ионизирующего излучения, других опасных веществ, используемых в производственной деятельности, представлены технологические данные о распределении опасного вещества в технологическом оборудовании, технические решения по обеспечению безопасности при проведении работ по дефектоскопии трубопроводов, охарактеризован пункт управления производством, проанализированы условия возникновения и развития аварий на основе сведений об известных авариях, дана количественная оценка опасности риска аварий и чрезвычайных ситуаций, представлена блок-схема возможного возникновения и развития аварий.
При просвечивании используют два вида чувствительности: абсолютную и относительную. <...> излучения; производится подготовка контролируемого объекта к просвечиванию ; устанавливается режим просвечивания <...> производства с описанием технических характеристик и схем размещения технологического оборудования, <...> На рисунке представлена блок-схема анализа вероятных сценариев возникновения и развития аварий. <...> Блок-схема анализа вероятных сценариев возникновения и развития аварий.
39
Приведено описание методики, позволяющей определить дефектоскопические и сенситометрические свойства радиографических пленок и область их применения в рентгеновской дефектоскопии в целях наиболее эффективного обнаружения дефектов
Схема испытаний показана на рис. 2. <...>Схема испытания радиографических пленок: а − схема просвечивания испытательного образца; 1 − источник <...> − кассета с пленками; свинцовые экраны для защиты от бокового и обратно рассеянного излучения; б − схема <...> испытании пленок на высоких энергиях осуществляли с применением металлических усиливающих экранов по схеме <...>Схема зарядки кассеты А.В. Степанов, Е.И. Косарина, Н.А.
40
№3 [Энергобезопасность в документах и фактах, 2006]
Особенность издания - информативность, научная обоснованность, инновационная направленность. Публикуются только достоверные материалы, имеющие научную и практическую ценность. На страницах журнала освещаются вопросы безопасности и эффективности энергетики всех отраслей, энергосбережения, охраны труда, подготовки персонала, новейшие разработки ведущих промышленных и научных организаций, тенденции развития альтернативной энергетики, нормативные акты и документы.
Готовность к работе схем защит и автомати: ки, средств связи, систем диспетчерского технологи: ческого <...> выполнение запланированных мероприятий по предупреждению повреждений оборудования, технологических схем <...> Обеспечение соответствия установленным требованиям схем и оборудования собственных элек: трических и <...> Процедуры и схемы подтверждения соответствия никак не связаны с модулями подтверждения соответ: ствия <...> В строке "схема декларирования соответствия" приводится указание на схему , которая была приме: нена при
Предпросмотр: Энергобезопасность в документах и фактах №3 2006.pdf (0,8 Мб)41
проблемы с восполнением минерально-сырьевой базы металлургической промышленности России, особенно обострившиеся в последнее время, способствовали возобновлению практического интереса к никеленосному району на юго-востоке Воронежского кристаллического массива (ВКМ). В такой ситуации приобретает актуальность ретроспективная оценка геологической эффективности геофизических исследований, направленных на поиски и разведку месторождений никелевых руд ВКМ, чему и посвящена данная работа.
Метод электрической корреляции ВП Исследования МЭК ВП проводятся по схеме «скважина–скважина» установкой <...> Радиоволновое просвечивание Основными целями применения межскважинного радиоволнового просвечивания (<...> В целом ряде случаев просвечиванием не удалось А. А. <...> Радиоволновое просвечивание (В. Ф. <...> Метод скважинного радиоволнового просвечивания / В. Ф.
42
№9 [Дефектоскопия, 2018]
Основан в 1965 г. Публикуются оригинальные работы в области физических основ современных методов и средств неразрушающего контроля и технической диагностики, новых методик и технических средств контроля изделий и объектов различного назначения, а также результаты их практического применения. Журнал является рецензируемым и входит в Перечень ВАК для опубликования работ соискателей ученых степеней.
) и 1,3 мкс при ∆ = 120° (И и П в раздельной схеме 1-3). <...> Выявление БЦО по совмещенной (а) и раздельной (б) схемам . <...> «Хордовая» схема (а ― проекция на осевое сечение сварного шва; б ― вид сверху) и схема «дуэт» с отражением <...> объектов моноэнергетическим излучением; формулу (13) ― для случая двукратного просвечивания объектов <...> моноэнергетическим излучением; формулу (23) при условии (24) ― для случая однократного просвечивания
Предпросмотр: Дефектоскопия №9 2018.pdf (0,2 Мб)43
Рассмотрен многолетний опыт создания систем сейсмического мониторинга плотин на примере Чиркейской ГЭС в Дагестане. Выявлены возможности и пути совершенствования системы мониторинга для обеспечения безопасности высотной плотины. Представлено техническое решение, объединяющее инженерно-сейсмометрическую и сейсмологическую службы на основании наблюдений, выполняемых единым типом сейсмометров, системы сбора данных и их обработки в реальном времени. Для анализа данных использованы патентованные методики и инновационные отечественные программные и аппаратурные разработки.
Виды наблюдений различаются также и по схемам расстановки датчиков. <...>Схема расстановки датчиков. <...>Просвечивание тела плотины и прибортовых частей с использованием сигналов: 2.1. механических вибраций <...> Этот опыт был применен для просвечивания плотины и бортов водохранилища ЧГЭС. <...> Набор таких карт-схем позволяет судить о динамике развития процессов.
44
Технология вторичного и последующего вскрытия пласта кумулятивной перфорацией является одним из основных способов создания гидродинамической связи между продуктивным пластом и скважиной. Её использование приводит к увеличению объемов добычи нефти и газа. Поэтому постоянно внедряются новые технологические решения для вторичного и последующего вскрытий. Одно из таких решений предложено в ОАО «ВНИПИвзрывгеофизика» - способ вторичного вскрытия продуктивного пласта перфораторами, конструкция которых предусматривает расположение вертикальных пар зарядов по заданной спирали.
Схема расположения пары зарядов во время опытов представлена на рис. 2. <...>Схема расположения пары зарядов на бетонной мишени: 1 - патрон взрывной; 2 - резиновое уплотнение для <...> После просвечивания образцов с помо� щью программного обеспечения (ПО) AvizoFire томографа в раз� личных <...> Одна из картин просвечивания трёхмерного образца Copyright ОАО «ЦКБ «БИБКОМ» & ООО «Aгентство Kнига-Cервис <...> ОАО «ЦКБ «БИБКОМ» & ООО «Aгентство Kнига-Cервис» 5151515151УКАНГ ●●●●● 2�2013 Техника и технология Просвечивание
45
Проанализированы особенности проведения дефектоскопических исследований концевых деталей. Показаны преимущества микрофокусной панорамной рентгеновской съемки при диагностике полых деталей малого размера. Описана аппаратура для реализации данного метода
Панорамная схема рентгенографического контроля − удобство панорамной схемы с точки зрения ориентации <...> В качестве примера представлены результаты, полученные при просвечивании по микрофокусной схеме нескольких <...> вторая трещина с малым раскрытием, не видимая на первой рентгенограмме Заключение Сравнение результатов просвечивания <...>просвечивании чувствительность контроля в случае регистрации на рентгеновскую пленку в 2 – 5 раз выше <...> панорамного просвечивания повышает чувствительность контроля концевых деталей в 2 раза и более по сравнению
46
№7 [Автоматическая сварка, 2015]
Ежемесячный журнал «Автоматическая сварка» (на русском языке) издается Институтом электросварки им. Е.О. Патона с 1948г. Тематика журнала охватывает сварку, термическую резку, наплавку, пайку, нанесение защитных покрытий и другие родственные процессы. Публикуется информация о наиболее известных в СНГ и за рубежом производителей товаров и услуг в области сварки. Журнал входит в перечень ВАК России, Украины.
Эта технология распространена во всем мире, требует подготовки кассеты с пленкой и экранами. после просвечивания <...>просвечивания с использованием запоминающей пластины Copyright ОАО «ЦКБ «БИБКОМ» & ООО «Aгентство Kнига-Cервис <...> , необходимость повторного, подчас неоднократного, просвечивания для нахождения оптимальных значений <...> анодного напряжения, времени экспозиции, рис. 3. схема просвечивания без промежуточных носителей информации <...> В случае технологии по рис. 3 параметры режима просвечивания могут уточняться в процессе просвечивания
Предпросмотр: Автоматическая сварка №7 2015.pdf (0,1 Мб)47
Птицеводство. Рабочая тетрадь для выполнения лабораторно-практических занятий студентов агротехнологического факультета. Методическое пособие
М.: ПРОМЕДИА
Рабочая тетрадь для студентов
На схеме скелета можно видеть, где берется этот промер. <...> Студенту необходимо начертить по схеме порядок закладки куриных яиц в инкубатор и возраст яиц к 19-му <...>Схема заполнения лотков в инкубаторе «Универсал-45» Форма 10 № лотков № партий Дата закладки Возраст <...> производств Прочие расходы (страхование животных) и затраты на организацию и управление производством Схема <...> Рис. 1 Схема расчета себестоимости продукции животноводства Численность работников обслуживающего персонала контролируемых объектов использовали новый рентгеновский аппарат «ЭКСТРАВОЛЬТ-350» <...> На сегодня нужно уметь осуществлять реконструкцию с ограниченного количества направлений просвечивания
Предпросмотр: Техническая диагностика и неразрушающий контроль №3 2009.pdf (0,2 Мб)49
Предложен новый метод неразрушающего контроля сварных соединений полимерных пленок и синтетических тканей основанный на определении изменения светового потока, проходящего через сварной шов, дающий надежные и в достаточной мере воспроизводимые результаты, независимо от типа сварных швов. Определена зависимость светопрозрачности сварных швов от времени сварки для различных типов соединений. Установлена взаимосвязь светопрозрачности швов и разрывной нагрузки позволяющая производить контроль качества сварных соединений
амперметра, соответствующее первоначальной интенсивности светового потока; N - показание амперметра при просвечивании <...> Он включает в себя блок 1, в котором размещены элементы электрической схемы , лампу накаливания 2, систему <...>Схема прибора для просвечивания швов 1 2 3 4 5 6 20 28 36 44 52 60 68 0 A ,% t, c0,4 0,8 1,2 1,6 2 0 <...> Установленная связь между светопрозрачностью и разрывной нагрузкой позволяет использовать просвечивание <...> Взаимосвязь светопрозрачности швов и разрывной нагрузки позволяет использовать просвечивание швов как
50
Среди разнообразных способов сварки полимерных материалов в последние годы в Западной Европе (главным образом, в Германии) особенно активно развивается лазерная сварка. Об этом можно косвенно судить по количеству занятых в этой области компаний-экспонентов на ведущих мировых отраслевых выставках – K-Fair, Fakuma и др. Но это – в Западной Европе, а в России этот перспективный способ сварки выглядит пока что экзотикой В данной статье кратко описаны принцип и его технические возможности, чтобы российские сварщики могли объективно их оценить и учесть при выборе оптимального для конкретных условий применения способа сварки.
Что такое лазерная сварка Лазерная сварка просвечивани -ем является наиболее распро-страненным вариантом <...> верхней свариваемой детали для лазерного излучения Необходимым условием для проведения лазерной сварки просвечиванием <...> В отличие от традиционной технологии лазерной сварки просвечиванием обе прижатые друг к другу детали <...>Схема лазерной сварки просвечиванием двух деталей из полимерных материалов – прозрачной (верхней) и непрозрачной
Рентгеновские лучи - это один из видов электромагнитного излучения. Длина волны рентгеновских лучей существенно отличается от длины волны видимого света и составляет 6*10-13 - 10-9м. Лучи рентгена ионизируют газы и воздействуют на живых существ. Они обладают способностью нагревать предметы на которые воздействуют и они не отклоняются электрическими и магнитными полями.
Рентгеновское излучение обладает большей энергией, чем лучи видимого света и способно воздействовать на фотоплёнку и фотобумагу и поглощаться разными веществами в различной степени. Например, металлом и неметаллическими включениями такие лучи поглощаются по-разному.
Такие особенности рентгеновских лучей обусловили их широкое применение в различных областях, в том числе и для неразрушающего рентгеновского контроля сварных соединений.
Сущность и особенности неразрушающего контроля сварки рентгеном
С помощью такого метода контроля можно выявить , как поры, раковины, сварные трещины, непровары, неметаллические включения в металле.
Контроль сварного шва рентгеном происходит по следующей схеме: поток рентгеновского излучения направляется на проверяемое соединение, а с обратной стороны соединения помещают фотобумагу, рентгеновскую бумагу, или же специальную плёнку, чувствительную к лучам рентгена.
Различные сварные дефекты хуже поглощают лучи, чем однородный металл и на плёнке они проявятся в виде светлых пятен. По их очертаниям и величине можно судить о форме и размерах сварных дефектов. Максимально возможная толщина сварного соединения, которое можно проконтролировать рентгеном, составляет 100мм.
Схема просвечивания сварного шва рентгеновскими лучами
Схема контроля рентгеном сварного соединения представлена на рисунке слева, где позициями обозначены:
1 - рентгеновская трубка; 2 - проверяемое сварное соединение; 3 - фотоплёнка (или рентгеновская бумага).
Эффективность радиографического контроля
Радиографический контроль позволяет эффективно обнаруживать внутренние дефекты в сварных соединениях: различные виды , непровары, раковины и скопления пор, шлаковых и неметаллических включений, скопления тугоплавких металлов, например, вольфрама.
При радиографическом контроле невозможно обнаружить нарушения сварного шва, размер которых меньше удвоенной чувствительности контроля. Также не обнаруживаются непровары и трещины, направление которых совпадает с направлением просвечивания. Если изображения дефектов на полученных снимках совпадают с какими-либо другими изображениями (других предметов, острых углов или резких перепадов толщин металла), то такие дефекты также остаются "невидимыми" для дефектоскопа.
Чувствительность контроля радиографией
При радиографическом методе неразрушающего контроля его чувствительность выражается в процентах. Определить чувствительность контроля можно по следующему выражению:
Где m - наименьшая величина сварного дефекта, мм; s - толщина контролируемого сварного соединения, мм.
На показатель чувствительности радиографического контроля оказывают влияние следующие факторы:
1. Величина энергии прямого просвечивания
2. Толщина контролируемого сварного соединения и плотность металла
3. Место расположения дефекта в металле и форма дефекта
4. Геометрические размеры проверяемого соединения и его поверхность
5. Источник излучения и фокусное расстояние
6. Оптическая плотность, контраст снимка, качество плёнки или фотобумаги
В теории учесть совокупность всех эти факторов не представляется возможным, поэтому на практике чувствительность контроля устанавливают экспериментально. Она может быть определена как наименьший размер проволочного или канавочного эталона, проявляемого на снимке.
Рентгеновские аппараты для контроля сварных швов
Рентгеновский аппарат предназначен для генерирования лучей рентгена с нужными характеристиками. В состав рентгеновского аппарата входят: рентгеновская трубка, генератор тока очень высокого напряжения и приборы для управления.
Классификация рентгеновских аппаратов и область их применения
Рентгеновские аппараты, в зависимости от характера анодного напряжения, бывают двух типов: аппараты непрерывного действия и аппараты импульсные. В импульсных аппаратах под воздействием тока, напряжением несколько десятков киловольт, формируется мощный импульс излучения. Такие аппараты малогабаритны и легко транспортируемы. Их высокая манёвренность позволяет их использовать в полевых условиях - при монтажных работах, на строительных площадках и др.
В зависимости от особенностей конструкции, рентгеновские аппараты бывают кабельные и моноблочные. В моноблочных аппаратах рентгеновская трубка и высоковольтный трансформатор находятся в одном блоке. Такие блоки достаточно компактны для транспортирования. Такая конструкция позволяет их использовать преимущественно для контроля в полевых условиях. Но существуют также не передвижные моноблочные аппараты.
В кабельных рентгеновских аппаратах рентгеновская трубка находится в защитном корпусе, а высоковольтный трансформатор - в отдельном узле, от которого электрический ток высокого напряжения подаётся к рентгеновской трубке. Кабельные аппараты не так мобильны, как моноблочные и поэтому используются в пределах какого-либо цеха или лаборатории.
По величине анодного напряжения аппараты бывают следующих типов: до 160кВ и от 160 до 400кВ. Для рентгеновской дефектоскопии труднодоступных участков используют портативные рентгеновские аппараты, оснащённые портативными излучателями.
.jpg) Рентгеновские
лучи формируются в анодах специальных рентгеновских трубок. Получаются они при
торможении быстро летящих электронов. Трубка представляет собой баллон, из которого
откачивают воздух.
Рентгеновские
лучи формируются в анодах специальных рентгеновских трубок. Получаются они при
торможении быстро летящих электронов. Трубка представляет собой баллон, из которого
откачивают воздух.
Устройство рентгеновской трубки схематично показано на рисунке слева. Внутри баллона находятся два электрода - анод (поз.1) и катод (поз.4). Катод изготовлен из вольфрама, к нему подводится постоянный электрический ток, напряжением от нескольких десятков, до сотен киловольт.
Питание катода происходит при помощи повышающего трансформатора и выпрямителя. Под воздействием очень высокого напряжения, вольфрамовый катод нагревается и излучает поток электронов (поз.3). Высокое напряжение на катоде необходимо, чтобы сообщить электронам требуемую кинетическую энергию.
Анод (поз.1) изготовлен из вольфрамомолибденового сплава и он необходим для торможения быстролетящих электронов. Их поток, двигающийся с большой скоростью, направлен от катода к аноду. При ударе об анод, электроны теряют свою кинетическую энергию, происходит их торможение, а часть кинетической энергии, потерянной электронами, превращается в рентгеновское излучение, состоящее из фотонов тормозного излучения.
При этом следует понимать, что рентгеновские лучи вредны для здоровья человека, поэтому необходима защита при работе с рентгеновскими аппаратами. Для защиты рентгеновскую трубку изолируют защитным свинцовым кожухом, в котором сделано узкое отверстие для выхода потока рентгеновских лучей, который направляют на проверяемое сварное соединение.
Технология контроля сварных швов рентгеном
Проведение рентгеновской дефектоскопии включает в себя следующие технологические операции:
1. Зачистка поверхности. Перед проверкой поверхность сварного соединения необходимо подготовить. Для этого его поверхность зачищают от шлака и загрязнений, иначе они будут отображаться на плёнке и затруднять расшифровку изображения на ней.
2. Разметка соединения. Проверяемое соединение разбивается на участки. На каждом из таких участков должен находиться специальный маркировочный знак и эталон чувствительности. Эти знаки и эталоны устанавливают на сварном шве, со стороны источника излучения.
.jpg) При
этом канавочные эталоны необходимо располагать на расстоянии 5мм, или более,
с направлением канавок поперёк шва. Проволочные эталоны крепят на сам сварной
шов. Направление проволок также должно быть поперёк шва.
При
этом канавочные эталоны необходимо располагать на расстоянии 5мм, или более,
с направлением канавок поперёк шва. Проволочные эталоны крепят на сам сварной
шов. Направление проволок также должно быть поперёк шва.
В некоторых случаях, когда нет возможности разместить эталоны со стороны источника излучения, при контроле цилиндрических, шарообразных и других пустотелых сварных соединений, эти эталоны устанавливают со стороны фотобумаги или рентгеновской плёнки.
3. Просвечивание сварного соединения. Схемы просвечивания могут быть разные, в зависимости от типа сварного соединения. Гост 7512 рекомендует следующие схемы, представленные на рисунке справа:
4. Просмотр и расшифровка результатов. Анализировать полученные снимки необходимо после полного их высыхания в затемнённой комнате, используя для этой цели осветители-негатоскопы. Расшифровка снимков - это сложная и трудоёмкая задача, требующая большой ответственности и высокого уровня квалификации от проверяющего работника.
Для расшифровки выбирают плёнки, на которых отсутствуют различные пятна, загрязнений и механические повреждения эмульсионного слоя, т.к. такие дефекты делают процесс расшифровки сложным и неточным. На плёнке обязательно должны прослеживаться нанесённые ограничительные маркировочные знаки, метки и эталоны чувствительности. Качество проведённой рентгеновской дефектоскопии оценивают по результатам обнаружения эталонных дефектов. В качестве условной единицы уровня качества принимают размер наименьшего из найденных эталонных дефектов.



